







- Устройство станка
1.1. Оптоволоконный лазерный источник RAYCUS RFL-C6000

Многомодульные оптоволоконные лазерные источники непрерывного излучения (CW) разработаны с высокой эффективностью электрооптического преобразования, обладают многими преимуществами: высоким качеством лазерного луча, высокой плотностью энергии, широкой полосой частот модуляции, высокой надежностью, длительным сроком службы и другими преимуществами, кроме того не требуют технического обслуживания.
Оптические характеристики выходного излучения источника позволяют ему успешно интегрироваться с промышленными роботами в качестве многоцелевого производственного оборудования для выполнения требований 3D-обработки.
Технические характеристики
Высокая электрооптическая эффективность преобразования;
Индивидуальная (заказная) длина выходного волокна (изготавливается с учетом необходимой длины, указанной при заказе лазера для конкретного применения);
Выходной кабель: QH или QD (в зависимости от комплектации);
Не требует технического обслуживания;
Широкий диапазон модуляции частоты;
Небольшие размеры и несложность установки.
Оптические свойства
Средняя выходная мощность: (Вт): 6000;
Центральная длина волны ВБР: (нм): 1080 ± 5;
Максимальная частота модуляции: (кГц): 2;
Колебания (нестабильность) выходной мощности: ± 1,5 %;
Инфракрасный лазер: а именно, невидимый спектр ИК лазерного излучения ближнего диапазона (спектр лазера наведения – красный).
Выходные характеристики
Выходной разъем: QBH (по умолчанию, а также, при заказе лазера можно выбрать другой тип коннектора);
Диаметр сердцевины выходного волокна (мкм): 100 (при заказе лазера можно выбрать другой диаметр сердцевины выходного волокна (25, 50 или 200), в зависимости от производственных потребностей);
Параметр качества пучка (мм·мрад) ≤ 4,5;
Поляризация: линейная и круговая (соотношение мод: 10:90 – 90:10; регулировка поляризации – поляризационный контроллер);
Длина выходного волокна (м): ≤ 20.
Характеристики электронного управления
Напряжение питания: 323÷436 В, трехфазное четырехпроводное подключение, частота 47÷63 Гц;
Режим управления: интерфейс RS-232, AD;
Диапазон регулировки выходной мощности (%): 10÷100.
Дополнительные характеристики
Габаритные размеры (мм): 900×960×1160 (с учетом ручки);
Вес (кг): < 360;
Способ охлаждения: водяное охлаждение;
Допустимая температура воздуха на рабочем месте (℃): + 10 ÷ 40.
1.2. Специализированная оптоволоконная лазерная режущая головка
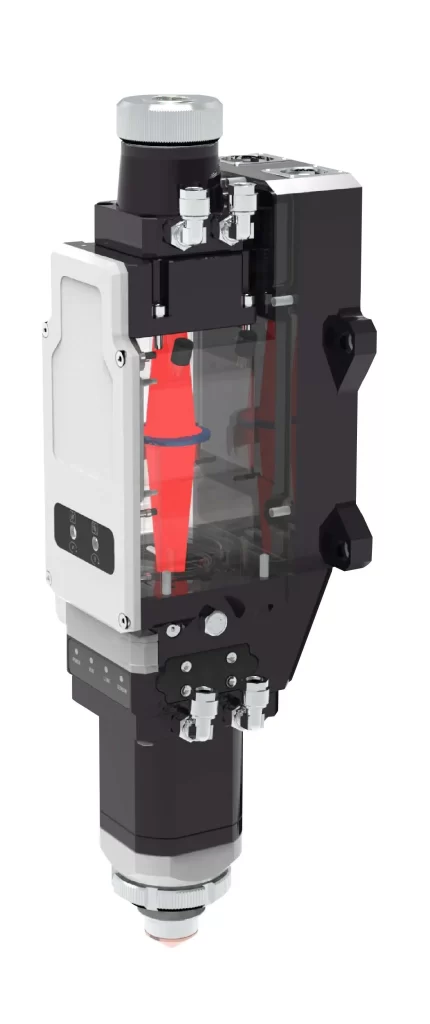
Интеллектуальная режущая головка BOCI BLT421
Высокоскоростная устойчивая перфорация металлических листов;
Автоматическая фокусировка, обеспечивающая универсальную резку листового металлопроката из углеродистой стали, «нержавейки» и цветных металлов (алюминий, медь, титан и т.д., и их сплавов), с различной толщиной;
Малый угол конусности (практически параллельные кромки реза), чистая поверхность металла (т.е. без оксидной пленки и брызг шлака), ровная поверхность кромок реза и отсутствие грата;
Корпус и внутренние детали конструкции лазерной режущей головки полностью герметичны, что защищает оптическую часть от попадания пыли, делая ее надежной и устойчивой в работе.
Надежная и эффективная резка
Новые оптические решения с автофокусом с обратной связью;
Бесшлаковая резка, охлаждение сопла и контроль температуры охлаждающей воды встроенным датчиком;
Данные функции делают резку более надежной и производительней.
Легко обслуживать
Низкие затраты на ремонт
Постоянно готовый к круглосуточной работе оптический модуль, замена нижней защитной линзы занимает около 5 минут;
Защитные (срывные) винты предотвращают повреждение режущей головки при столкновении;
Отсутствие потери времени и средств на ремонт в сервисном центре.
Интеллектуальные функции и безопасность резки
Группы встроенных датчиков для мониторинга с обратной связью в реальном времени.
Мгновенная диагностика неисправностей и оповещение о них повышают безопасность и эффективность резки.
1.3. Станина станка

Запатентованная цельносварная станина станка из листовых стальных деталей.
Станина станка, сочетающая высокоточные линейные направляющие HIWIN с японскими высокоточными сервоприводами YASKAWA, обеспечивает устойчивое, надежное и высокоскоростное возвратно-поступательное перемещение режущей головки по осям X и Y.
Станина проходит высокотемпературный отжиг
Это позволяет полностью снять внутреннее напряжение;
Предотвращает деформацию станины под воздействием высокой температуры, гарантирует отсутствие остаточной деформации на станине при длительной эксплуатации и обеспечивает точность резки;
Высокая точность, тяжелая и жесткая конструкция станины, надежность в работе, а также, при производственной необходимости мощность лазерного источника может быть увеличена до 12000 Вт.
Старение (термообработка) и высокоточная механическая обработка на крупногабаритных фрезерных станках портального типа с ЧПУ обеспечивают станине станка отличную виброустойчивость, высокую жесткость и надежность работы.
Конструкция станины полностью покрыта порошкообразным полимерным покрытием «Aksu».
Покрытие обладает высокой адгезией и предотвращает отслаивание наружной декоративной краски, сохраняя эстетичный внешний вид станка.

Поперечная балка отлита из авиационного алюминиевого сплава под давлением
Обладает высокой динамической жесткостью и высокой устойчивостью к деформации;
Малый удельный вес;
Высокая удельная прочность;
Более долговечная конструкция в эксплуатации;
Высокая динамическая реакция позволяет получить высокую точность и производительность резки.
1.4. Система привода (трансмиссия)
| Фото |  |
 |
| Наименование | Серводвигатель и привод (драйвер) YASKAWA серии Sigma-7 | Прямоугольные линейные рельсовые направляющие HIWIN серии HG |
| Технические характеристики | Высокие эксплуатационные характеристики, удобство в эксплуатации и длительный жизненный цикл
Значительно повышает производительность станка Способствует достижению высокоскоростного и сверхточного управления сервоприводом. Существенно улучшает удобство использования. Дальнейшее развитие «функции без наладки», разработанной Yaskawa Electric Corporation. Исключает необходимость в длительных ручных наладках (настройках) и обеспечивает устойчивое движение.
Значительно улучшает экологические показатели Сервопривод пригоден для использования в тяжелых эксплуатационных условиях и энергоэффективен. Позволяет создавать высококачественные промышленные системы во всех странах мира.
Обеспечивает уверенность пользователей (операторов станков) Соответствует стандартам безопасности и визуализации. Оператор может безопасно управлять системой (имеет функции самодиагностики и защиты от ошибок).
Широкий спектр вспомогательных функций Поддерживает управление и использование информации пользователей. При необходимости, можно немедленно использовать необходимую информацию. |
Функция автоматического центрирования
Специально разработанная конструкция направляющих рельсов с полукруглым профилем и углом контакта тел качения 45 градусов, расположенных между обоймой каретки (внутренней поверхностью каретки) и направляющими HIWIN, компенсируют небольшие погрешности монтажа, вызванные неровностью монтажных поверхностей и обеспечивают плавное линейное движение за счет упругой деформации тел качения и смещения точек контакта, что способствует автоматическому центрированию (самоцентрирование) и обеспечивает высокоточное, устойчивое и плавное движение каретки.
Взаимозаменяемость Благодаря строгому контролю размеров в процессе производства, размеры линейных направляющих выдерживаются с определенной точностью (классами допусков). В конструкции кареток HIWIN имеется фиксатор, предотвращающий выпадение шариков при снятии каретки с рельса. Следовательно, любые каретки и направляющие рельсы определенной серии и типоразмера, с одинаковым классом точности являются взаимозаменяемыми.
Высокая жесткость во всех направлениях Благодаря использованию четырех рядов циркулярных канавок и углу контакта 45° четырех рядов стальных шариков в каретках HIWIN, достигается оптимальная жесткая конструкция двухточечных контактов шариков с дорожками качения направляющих рельсов, которая выдерживает действия нагрузки во всех направлениях: сверху, снизу, слева и справа. |
| Фото |  |
 |
| Наименование | Японский редуктор SHIMPO | Высокоточная реечная передача YYC |
| Технические характеристики | Бесшумность: плавная и бесшумная работа благодаря косозубым шестерням.
Высокая точность: малый зазор между зубьями шестерен обеспечивает точное позиционирование.
Высокая жесткость и высокий крутящий момент: использование интегральных (встроенных) шарикоподшипников, которые конструктивно объединены с корпусом редуктора, значительно повышает жесткость и крутящий момент. |
Используется высокоточная косозубая реечная передача, обладающая высокой несущей способностью, низким уровнем шума зацепления, устойчивой передачей, высокой контактной жесткостью. Материал – SCM415 (японская марка стали, российский аналог 15ХМ), с поверхностной цементацией и шлифованием зубьев.
Точность зубьев достигает класса DIN 5. |
1.5. Система управления и электрические компоненты

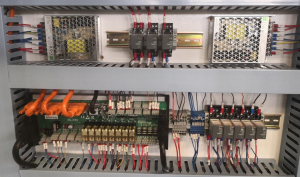
Данный станок оснащен системой управления FSCUT2000.
Контур границы рамки резки (раскроя): используется для определения размеров (контуров, форм) непрямоугольных листовых заготовок перед резкой (т.е. ранее частично использованных листов или обрезков);
«Резка на лету» одним движением: позволяет повысить производительность при резке деталей любой формы из листового металлопроката;
Центрирование круглых (дискообразных) заготовок: автоматическое определение местоположения центра окружности на дискообразных заготовках перед началом резки для обеспечения точности резки;
Система автоматической смены рабочих столов: разгрузка во время резки, с обеспечением безопасности и повышением производительности;
В электрической части станка используются электротехнические компоненты производства Schneider.
1.6. Установки водяного охлаждения S&A или HANLI


Установки водяного охлаждения данных марок отличаются более низким энергопотреблением.
Они оснащены двумя независимыми системами контроля температуры, которые одновременно охлаждают лазерный источник и режущую головку.
Установки поддерживают протокол связи Modbus-485, позволяющий дистанционно контролировать температуру воды и изменять ее параметры, обеспечивая интеллектуальное управление температурой.
Основные технические характеристики:
- Возможность выбора экологически чистых хладагентов;
- Точность контроля температуры: ± 1 ℃;
- Два режима управления температурой, множество настроек и функций отображения неисправностей;
- Многоуровневая защита с помощью аварийных сигналов: защита от задержки включения компрессора, защита от перегрузки по току компрессора, аварийный сигнал протока воды, аварийный сигнал высокого и низкого уровня температуры;
- Поддержка протокола связи Modbus позволяет осуществлять связь между лазерными системами и несколькими чиллерами. Основные функции включают мониторинг рабочего состояния чиллеров и изменение их параметров;
- Многостандартное электропитание. Сертификаты: ISO 9001, CE, RoHS и REACH;
- Долговечные и простые в эксплуатации.
- Список основных узлов и комплектующих
| № | Узлы и комплектующие | Производители (бренды) | Страна производитель |
| 1 | Оптоволоконный лазерный источник | RAYCUS | КНР |
| 2 | Лазерная режущая головка | BOCI | КНР |
| 3 | Станина станка | CCI | КНР |
| 4 | Реечная передача (зубчатая рейка и шестерня) | YYC | КНР |
| 5 | Направляющие линейного перемещения | HIWIN | КНР |
| 6 | Пневматические узлы | SMC | Япония |
| 7 | Электрические комплектующие | SCHNEIDER | Франция |
| 8 | Редуктор | SHIMPO | Япония |
| 9 | Система ЧПУ | FSCUT | КНР |
| 10 | Серводвигатель и привод | YASKAWA | Япония |
| 11 | Установка водяного охлаждения | S&A или HANLI | КНР |
- Область применения
Данные станки оптоволоконной лазерной резки соответствуют требованиям обработки деталей большинства отраслей промышленности благодаря устойчивой точности обработки.
В настоящее время станки лазерной резки широко применяются в электронной промышленности, в производстве электротехники, механического оборудования, литиевых батарей, упаковок, солнечных панелей и светодиодов, в автомобильной промышленности и других отраслях.

Лифты |

Автозапчасти
|
 Холодильники Холодильники |

Спортивный тренажер |

Металлоконструкции |
Трубчатые детали
|

Абажур |

Металлическая мебель |
Металлоконструкции Трубчатые детали Абажур Металлическая мебель
Станки оптоволоконной лазерной резки применяются для обработки листового металлопроката в следующих отраслях промышленности: авиационная и космическая промышленность, электроника, производство электроприборов, деталей метрополитена, автомобилестроение, производство зерноперерабатывающего оборудования, текстильного оборудования, строительной техники, производство высокоточных деталей, судостроение.




- Технические параметры
| № | Наименование параметры | Значение |
| 1 | Тип лазерного источника | Оптоволоконный |
| 2 | Мощность лазера | 6000 Вт |
| 3 | Рабочая зона (ширина × длина) | 1530 мм × 3050 мм |
| 4 | Максимальная скорость позиционирования | 120 м/мин |
| 5 | Максимальное ускорение | 1,6 м/с² |
| 6 | Максимальная нагрузка на подающий стол | 1200 кг |
| 7 | Система охлаждения | Водяное охлаждение |
| 8 | Длина волны лазера | 1070 нм |
| 9 | Минимальная ширина реза | ≤ 0,1 мм |
| 10 | Точность позиционирования по осям X, Y и Z | ± 0,02 мм |
| 11 | Точность повторного позиционирования по осям X, Y и Z | ± 0,02 мм |
| 12 | Привод | Импортный серводвигатель |
| 13 | Электропитание | 220 В / 380 В, 50 / 60 Гц |
| 14 | Рабочая температура | + 5℃ ÷ 45℃ |
| 15 | Режим работы | Круглосуточный |
- Технические требования к рабочему месту и условиям эксплуатации
| № | Наименование | Технические данные |
| 1 | Электропитание | Источник питания: 380 В 50 Гц / 220 В 60 Гц; |
| Стабильность 3-х фазного напряжения: + 5 %; | ||
| Скорость регулировки выходного напряжения: менее 2 %. | ||
| 2 | Воздух и вспомогательные технологические газы | Сжатый воздух: очищенный и осушенный; |
| Кислород (O2): технический кислород 99,5 % или кислород высокой чистоты: 99,95 %; | ||
| Азот (N2): технический азот 99,6 % или азот повышенной чистоты 99,95 %. | ||
| 3 | Листовой металлопрокат | Однородный по структуре и химическому составу металлопрокат¹; |
| С ровной² и чистой³ (или очищенной) поверхностью. | ||
| 4 | Подача сжатого воздуха | Безмасляный винтовой воздушный компрессор (не менее 12 кгс/см²) с водомасляным сепаратором и осушителем воздуха; |
| Емкость воздушного ресивера: 1 м³. | ||
| 5 | Вода охладителя | Деионизированная, дистиллированная или очищенная вода. |
Примечания:
- Однородный по структуре и химическому составу листовой металлопрокат из конструкционной углеродистой или нержавеющей стали, алюминиевых сплавов, меди и ее сплавов и т.д.
- Листовой металлопрокат должен быть без деформаций, т.е. без изгибов, местных неровностей, волнистости, выпуклостей, вмятин и т.д., а также без разнотолщинности.
- Поверхности листового металлопроката должны быть без коррозии (ржавчины), окалины, антикоррозионной смазки и других загрязнений.
5.1. Основание под станок

Пол (фундамент) площадки под станок должен быть ровным и чистым, а также должен быть выполнен в соответствии с требованиями проекта фундамента (пола).
5.2. Требования к микроклимату на месте установки станка
- Требования к температуре: станок может быть установлен в цеху, где диапазон температур составляет от – 10 ºC до + 40 ºC, но для нормальной работы лазера требуется температура + 18 ºC ÷ 25 ºC.
При невозможности поддержания требуемой температуры в цеху, лазерный источник должен быть размещен в отдельном помещении, оборудованном промышленным кондиционером;
- Требование к влажности воздуха: ≤ 70 % (только для лазерного источника);
- Требования к степени запыленности воздуха: ≤ 1 мг/м³ и установке дополнительной вытяжной вентиляции (при отсутствии или недостаточной производительности вытяжной вентиляции).
5.3. Требования к рабочей зоне для установки чиллера, воздушного компрессора и осушителя воздуха
- Охладитель-осушитель и воздушный компрессор могут быть размещены на открытом воздухе, окружающая среда должна быть сухой, без пыли, защищенной от дождя и т.д.
Длина одной соединительной водопроводной трубы между охладителем и лазером не должна превышать 10 м;
- Если чиллер, воздушный компрессор и охладитель-осушитель размещены в помещении, необходимо обеспечить низкую запыленность и хорошую вентиляцию, а нагретый воздух, выходящий из охладителя, должен отводиться наружу.
5.4. Требования к режущим газам
Чистота газов, используемых для резки, должна соответствовать нижеследующим процентам чистоты.
Однако, производитель может самостоятельно выбирать чистоту газов в зависимости от фактических результатов резки (качества резки, марки стали и цветных металлов, затрат на резку и т.д.):
Технический азот 99,6 % или азот повышенной чистоты 99,95 %;
Технический кислород 99,5 % или кислород высокой чистоты: 99,95 %.
5.5. Требования к охлаждающей воде
- Необходимо использовать только деионизированную или дистиллированную воду.
При отсутствии очищенной воды, поставляемой в ёмкостях, предназначенной для охладителей, нельзя использовать непригодную воду (водопроводную, минерализованную и т.д.), иначе это сократит срок службы лазера;
- В регионах, где в зимний период сильные морозы, охладитель следует устанавливать в помещении с температурой выше 0 ºC
5.6. Требования к месту установки лазерного станка
- После установки и выверки станины станка, угол наклона станины не должен превышать 5°;
- Требования к окружающему пространству лазерного станка: ширина свободного пространства (прохода) вокруг лазерного станка по периметру должна быть не менее 1,5 м, а расстояние от верхней точки станка до потолка (т.е., подпотолочное пространство) должно быть не менее 1 м;
- Микроклимат (т.е., температура и влажность воздуха производственной среды) в рабочей зоне: температура воздуха должна быть на уровне + 25 ºC, с незначительными колебаниями в процессе работы ± 2 ºC.
Влажность воздуха должна быть не более 75 %, без конденсатообразования.
Рекомендация Заказчику: при затруднительности создания и поддержания необходимого микроклимата в производственном цеху, лазерный источник должен быть размещен в отдельное помещение с промышленным кондиционером;
- Требования к основанию пола (фундаменту): нагрузка на пол не менее 1500 кг, и пол должен быть ровным или выровненным, высота неровностей – не более 6 мм;
- Вблизи лазерного станка не должно быть оборудования, работающего с повышенной вибрацией (кузнечно-прессовое оборудование, долбежные станки и т.д.), то есть лазерный станок не должен устанавливаться на вибрирующее основание (пол);
- Требования к электропитанию: 380 В ± 10 %, 50 Гц, трехфазный, с заземленной нейтралью.
Выход стабилизатора напряжения 380 В ± 2 %, 50 Гц, трехфазный, с заземленной нейтралью, 50 кВА.
- Установка (монтаж), обучение, послепродажное обслуживание
6.1. Проверка качества и приемка
Приемка оборудования должна осуществляться в строгом соответствии с международными стандартами и стандартами предприятия компании SHANG CO., LTD.
Стандарты CCILASER устанавливают подробные требования к производственной среде и условиям труда, основным техническим требованиям, требованиям к охлаждению, безопасности лазерного излучения, электробезопасности, методам испытаний, техническому контролю и приемке, упаковке и транспортировке в процессе производства.
Компания SHANDONG CCI CO., LTD. прошла международную сертификацию по системе управления качеством ISO 9001 и создала систему обеспечения качества для разработки, производства и обслуживания лазерного оборудования для обработки металлопроката малой, средней и высокой мощности.
6.2. Сервис
6.2.1. Обучение и установка (монтаж)
После предварительной приемки оборудования Заказчиком (оператором), мы проведем профессиональное обучение по 2-3 технологическим процессам и техническому обслуживанию станка на производственной площади Заказчика (оператора).
Программа обучения включает:
- Общие знания по лазерной безопасности;
- Основные принципы работы лазера и устройство станка лазерной резки;
- Специальные навыки работы с лазерной резкой;
- Меры безопасности при эксплуатации станка лазерной резки;
- Ежедневное техническое обслуживание оборудования;
- Навыки настройки лазера и замены комплектующих.
Продолжительность обучения составляет около 5 дней.


6.2.2. Установка (монтаж) и пусконаладка
После поставки станка лазерной резки Заказчику (Сторона A), Поставщик (Сторона B) обязан при содействии Заказчика произвести монтаж, пусконаладку и ввод станка в эксплуатацию на площадке Заказчика, привозить необходимые специальные инструменты и пусконаладочное оборудование, а также провести повторное обучение технического персонала по эксплуатации и техническому обслуживанию Заказчика.
6.2.3. Послепродажное обслуживание
Компания CCILASER предоставляет 2-летнюю гарантию на приобретаемое Заказчиками оборудование с пожизненным техническим обслуживанием.
В течение гарантийного срока, в случае выхода оборудования из строя и повреждения деталей (за исключением человеческого фактора и форс-мажорных обстоятельств), Компания CCILASER выполнит бесплатный гарантийный ремонт, а необходимые запасные части будут предоставлены без оплаты (за исключением расходных деталей и материалов).
По истечении гарантийного срока стоимость технического обслуживания будет взиматься в соответствии с фактическими затратами на техническое обслуживание.
Компания CCILASER ежегодно несколько раз проводит выездные проверки всех Заказчиков (пользователей) и обеспечивает техническую поддержку в любое время суток.
Наша компания несет ответственность за обеспечение Заказчиков (пользователей) соответствующими запасными частями в течение длительного времени.
Время реагирования на запросы в рамках послепродажного обслуживания: 2-12 часов. После получения заявки на ремонт от Заказчика (оператора станка) инженер по послепродажному обслуживанию дает четкий ответ по устранению неисправности или прибывает на место установки оборудования в течение 24 часов.
6.3. Стандарты производства, контроля и приемки для станков оптоволоконной лазерной резки
Производство, контроль и приемка продукции компании должны соответствовать стандартам предприятия, которые относятся к следующим национальным стандартам КНР:
| GB7247 | Радиационная безопасность, классификация оборудования, требования и руководство пользователя для лазерных изделий |
| GB2421 | Основные правила испытаний на воздействие окружающей среды для электронных изделий |
| GB/TB360 | Технические характеристики (Спецификация) прибора для измерения мощности энергии лазерного излучения |
| GB/T13740 | Метод измерения угла расходимости пучка лазерного излучения |
| GB/T13741 | Метод измерения диаметра пучка лазерного излучения |
| GB/T15490 | Основные технические характеристики твердотельных лазеров |
| GB/T13862-92 | Метод измерения мощности лазерного излучения |
| GB2828-2829-87 | Периодический контроль партии за партией по методу отбора образцов по признакам и таблице отбора образцов |
6.4. Гарантия качества и меры по обеспечению поставки
6.4.1. Меры по обеспечению качества продукции
Наша компания осуществляет свою деятельность в строгом соответствии с принятой на международном уровне системой качества ISO 9001.
Для эффективного обеспечения качества продукции и предотвращения попадания некачественной продукции в последующий технологический процесс, необходимо проводить входной контроль, многоступенчатый технический контроль на всех этапах производства и приемочный контроль качества, с момента получения и складирования комплектующих, материалов и сырья до поставки готовой продукции потребителям.
За счет непрерывного контроля производственного процесса достигается цель эффективного контроля качества продукции, и вся производимая и отгружаемая продукция соответствует предъявляемым требованиям стандарта ISO 9001.
Технический контроль качества
| Нормализационный отжиг (нормализация) | Базирующие поверхности станины | Прямолинейность осей направляющих |
 |
 |
 |
| Термическая обработка – применяется для приведения металла в более равновесное структурное состояние и снятия внутренних напряжений для предотвращения возможности появления остаточной деформации на станине в ходе эксплуатации станка | Комплексная механическая обработка цельносварной станины станка на крупногабаритном фрезерном станке с ЧПУ | Контроль линейных направляющих с помощью лазерного коллиматора |
| Перпендикулярность трех осей | Кинематическая точность станка | Опорные посадочные поверхности |
 |
 |
 |
| Контроль точности трех осей X, Y и Z станка с помощью измерительных приборов | Точность позиционирования и движения лазерной режущей головки по трем осям станка проверяется и гарантируется с помощью лазерного интерферометра | Комплексная проверка и обеспечение требуемой точности расположения (базирования) каждой детали в конструкции станка |
| Параллельность осей | Параллельность осей | Многолетний опыт, компетентность и профессионализм |
 |
 |
 |
| Испытание установки шарико-винтовой передачи (ШВП) | Доводка опорных поверхностей станины и сборка реечной передачи с точной параллельностью | Высококвалифицированные инженерно-технические работники и постоянное внедрение передовых производственных технологий обеспечивают достижение и наращивание массового производства |
| Твердость поверхностей | Долговечность и надежность | Устойчивость к нагрузкам |
 |
 |
 |
| Контроль поверхностной твердости деталей | Обкаточное испытание на долговечность и надежность приводов станка в течение 24 часов без остановки (без включения лазерного источника) | 12-часовое непрерывное испытание лазерной резки (лазерного источника, режущей головки и вспомогательного оборудования) |
Наша компания строго придерживается технических требований системы контроля качества и осуществляет полный технический контроль качества на всех этапах производства.
6.4.2. Меры по обеспечению поставки
Компания CCI Group прошла сертификацию системы качества ISO 9001. Производство и вся деятельность осуществляются в строгом соответствии с данным стандартом.
Весь процесс, начиная с подписания договора и заканчивая доставкой продукции заказчику, находится под строгим контролем. Каждый договор контролируется до полного исполнения.
Благодаря такой системе Компания может гарантировать своевременную доставку продукции надлежащего качества и в необходимом количестве.
Упаковка и транспортировка
Упаковка со стороны Поставщика (Сторона Б) должна соответствовать стандартам транспортной упаковки для государственных железных дорог или автомобильных дорог.
Упаковка в прочные деревянные ящики предназначена для перевозки на дальние расстояния автотранспортом или поездами, является влагостойкой, защищает от коррозии и повреждений от ударов, а также небрежного обращения (при транспортировке или погрузочно-разгрузочных работах) и подходит для подъема груза целиком.




- Параметры резки оптоволоконным лазером мощностью 1000÷15000 Вт
| Металлопрокат листовой | Толщина
(мм) |
1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт | 8000 Вт | 10000 Вт | 12000 Вт | 15000 Вт |
| Сталь углеродистая
(O2) |
1 | 8,0-10,0 | 15-26 | 24-30 | 30-40 | 33-43 | 35-44 | 40-50 | 42-52 | 45-55 | 48-60 |
| 2 | 4,0-6,5 | 4,5-6,5 | 4,7-6,5 | 4,8-7,5 | 15-25 | 20-28 | 26-33 | 28-35 | 28-40 | 30-42 | |
| 3 | 2,4-3,0 | 2,6-4,0 | 3,0-4,8 | 3,3-5,0 | 7,0-12 | 13-17 | 15-19 | 16-25 | 18-30 | 20-30 | |
| 4 | 2,0-2,4 | 2,5-3,0 | 2,8-3,5 | 3,0-4,2 | 3,0-4,0 | 3,0-4,5 | 3,0-4,5 | 3,5-5,5 | 3,5-5,5 | 3,5-5,5 | |
| 5 | 1,5-2,0 | 2,0-2,5 | 2,2-3,0 | 2,6-3,5 | 2,7-3,6 | 3,0-4,2 | 3,0-4,2 | 3,3-4,5 | 3,3-4,8 | 3,3-4,8 | |
| 6 | 1,4-1,6 | 1,6-2,2 | 1,8-2,6 | 2,3-3,2 | 2,5-3,4 | 2,5-3,5 | 2,6-3,7 | 3,0-4,2 | 3,0-4,2 | 3,0-4,2 | |
| 8 | 0,8-1,2 | 1,0-1,4 | 1,2-1,8 | 1,8-2,6 | 2,0-3,0 | 2,2-3,2 | 2,3-3,5 | 2,5-3,5 | 2,5-3,5 | 2,5-3,5 | |
| 10 | 0,6-1,0 | 0,8-1,1 | 1,1-1,3 | 1,2-2,0 | 1,5-2,4 | 1,8-2,5 | 2,0-2,7 | 2,2-2,7 | 2,2-2,7 | 2,2-2,7 | |
| 12 | 0,5-0,8 | 0,7-1,0 | 0,9-1,2 | 1,0-1,6 | 1,2-1,8 | 1,2-2,0 | 1,5-2,1 | 1,2-2,1 | 1,2-2,1 | 1,2-2,1 | |
| 14 | – | 0,5-0,7 | 0,7-0,8 | 0,9-1,4 | 0,9-1,2 | 1,2-1,8 | 1,2-1,9 | 1,7-1,9 | 1,7-1,9 | 1,7-1,9 | |
| 16 | – | – | 0,6-0,7 | 0,7-1,0 | 0,8-1,0 | 0,8-1,3 | 0,8-1,5 | 0,9-1,7 | 0,9-1,7 | 0,9-1,7 | |
| 18 | – | – | 0,4-0,6 | 0,6-0,8 | 0,6-0,9 | 0,6-0,9 | 0,65-0,9 | 0,65-0,9 | 0,65-0,9 | 0,65-0,9 | |
| 20 | – | – | – | 0,5-0,8 | 0,5-0,8 | 0,5-0,8 | 0,6-0,9 | 0,6-0,9 | 0,6-0,9 | 0,6-0,9 | |
| 22 | – | – | – | – | 0,4-0,8 | 0,4-0,8 | 0,5-0,8 | 0,5-0,8 | 0,5-0,8 | 0,5-0,8 | |
| 25 | – | – | – | – | – | 0,3-0,55 | 0,3-0,7 | 0,3-0,7 | 0,3-0,7 | 0,3-0,7 | |
| 30 | – | – | – | – | – | 0,3-0,55 | 0,3-0,7 | 0,3-0,7 | 0,3-0,7 | 0,3-0,7 | |
| Сталь нержавеющая
(N2) |
1 | 18-25 | 20-27 | 24-30 | 30-35 | 32-45 | 42-52 | 50-65 | 60-75 | 70-85 | 72-85 |
| 2 | 5,0-7,5 | 8,0-12 | 9,0-15 | 13-21 | 16-28 | 20-33 | 30-40 | 40-55 | 50-66 | 52-70 | |
| 3 | 1,8-2,5 | 3,0-5,0 | 4,0-6,5 | 6,0-10,0 | 7,0-15 | 15-22 | 18-27 | 27-38 | 33-45 | 38-50 | |
| 4 | 1,2-1,3 | 1,5-2,4 | 3,0-4,5 | 4,0-6,0 | 5,0-8,0 | 10-15 | 12-16 | 18-25 | 22-32 | 25-35 | |
| 5 | 0,6-0,7 | 0,7-1,3 | 1,8-2,5 | 3,0-5,0 | 3,5-5,0 | 8,0-12 | 10-15 | 15-22 | 18-25 | 20-30 | |
| 6 | – | 0,7-1,0 | 1,2-2,0 | 2,0-4,0 | 2,5-4,5 | 4,8-8,0 | 6,0-10,0 | 12-15 | 15-21 | 18-25 | |
| 8 | – | – | 0,7-1,0 | 1,5-2,0 | 1,2-2,0 | 3,0-4,0 | 3,5-5,0 | 8,0-12,0 | 10-16 | 12-18 | |
| 10 | – | – | – | 0,6-0,8 | 0,8-1,2 | 1,6-2,5 | 2,0-2,7 | 6,0-8,0 | 8,0-12 | 10-15 | |
| 12 | – | – | – | 0,4-0,6 | 0,5-0,8 | 0,8-1,5 | 1,2-2,0 | 3,0-5,0 | 6,0-8,0 | 8,0-10 | |
| 14 | – | – | – | – | 0,4-0,6 | 0,6-0,8 | 1,2-1,8 | 1,8-3,0 | 3,0-5,0 | 3,5-6,0 | |
| 20 | – | – | – | – | – | 0,3-0,5 | 0,4-0,7 | 1,2-1,8 | 1,8-3,0 | 2,0-3,5 | |
| 25 | – | – | – | – | – | 0,2-0,4 | 0,3-0,5 | 0,6-0,7 | 1,2-1,8 | 1,5-2,0 | |
| 30 | – | – | – | – | – | – | 0,2-0,4 | 0,5-0,6 | 0,6-0,7 | 0,8-1,0 | |
| 40 | – | – | – | – | – | – | – | 0,4-0,5 | 0,5-0,6 | 0,6-0,8 | |
| 50 | – | – | – | – | – | – | – | – | 0,3-0,55 | 0,3-0,6 | |
| Алюминий
(N2) |
1 | 6,0-10,0 | 10-20 | 15-25 | 25-38 | 35-45 | 42-55 | 48-65 | 60-75 | 70-85 | 70-85 |
| 2 | 2,8-3,6 | 5,0-7,0 | 7,0-10,0 | 10-18 | 13-24 | 20-40 | 25-48 | 33-45 | 38-50 | 40-55 | |
| 3 | 0,7-1,5 | 2,0-4,0 | 4,0-6,0 | 6,5-8,0 | 7,0-13 | 15-25 | 20-33 | 25-35 | 30-40 | 35-45 | |
| 4 | – | 1,0-1,5 | 2,0-3,0 | 3,5-5,0 | 4,0-5,5 | 9,5-12 | 13-18 | 21-30 | 25-38 | 30-40 | |
| 5 | – | 0,7-1,0 | 1,2-1,8 | 2,5-3,5 | 3,0-4,5 | 5,0-8,0 | 9,0-12 | 13-20 | 15-25 | 20-30 | |
| 6 | – | – | 0,7-1,0 | 1,5-2,5 | 2,0-3,5 | 3,8-5,0 | 4,5-8,0 | 9,0-12 | 13-18 | 15-24 | |
| 8 | – | – | 0,6-0,8 | 0,7-1,0 | 0,9-1,6 | 2,0-2,5 | 4,0-5,5 | 4,5-8,0 | 9,0-12 | 11-15 | |
| 10 | – | – | – | 0,4-0,7 | 0,6-1,2 | 1,0-1,5 | 2,2-3,0 | 4,0-6,0 | 4,5-8,0 | 6,0-10,0 | |
| 12 | – | – | – | 0,3-0,45 | 0,4-0,6 | 0,8-1,0 | 1,5-1,8 | 2,2-3,0 | 4,0-6,0 | 5,0-8,0 | |
| 16 | – | – | – | – | 0,3-0,4 | 0,5-0,8 | 1,0-1,6 | 1,5-2,0 | 2,2-3,0 | 2,8-3,5 | |
| 20 | – | – | – | – | – | 0,5-0,7 | 0,7-1,0 | 1,0-1,6 | 1,5-2,0 | 2,0-2,5 | |
| 25 | – | – | – | – | – | 0,2-0,5 | 0,4-0,7 | 0,7-1,0 | 1,0-1,6 | 1,2-2,0 | |
| 30 | – | – | – | – | – | – | 0,3-0,6 | 0,5-0,7 | 0,7-1,0 | 1,0-1,8 | |
| 40 | – | – | – | – | – | – | – | – | 0,3-0,7 | 0,7-1,2 | |
| 50 | – | – | – | – | – | – | – | – | – | 0,3-0,7 | |
| Медь
(N2) |
1 | 6,0-10,0 | 8.0-13 | 10-16 | 20-30 | 25-35 | 35-45 | 40-55 | 65-75 | 75-85 | 75-85 |
| 2 | 2,8-3,6 | 3,0-4,5 | 4,5-7,5 | 6,0-10,0 | 8,0-12 | 20-30 | 28-40 | 33-45 | 38-50 | 40-55 | |
| 3 | 0,5-1,0 | 1,5-2,5 | 2,5-4,0 | 4,0-6,0 | 5,0-8,0 | 12-18 | 20-30 | 25-40 | 30-50 | 32-50 | |
| 4 | – | 1,0-1,6 | 1,5-2,0 | 3,0-5,0 | 3,2-5,5 | 5,0-8,0 | 10-15 | 15-24 | 25-33 | 27-35 | |
| 5 | – | 0,5-0,7 | 0,9-1,2 | 1,5-2,0 | 2-3 | 4,5-6,0 | 6,0-9,0 | 9,0-15 | 15-24 | 18-26 | |
| 6 | – | – | 0,4-0,7 | 1,0-1,8 | 1,4-2,0 | 3,0-4,5 | 4,5-6,5 | 7,0-9,0 | 7,0-9,0 | 10-18 | |
| 8 | – | – | – | 0,5-0,7 | 0,7-1,2 | 1,6-2,2 | 2,4-4,0 | 4,5-6,5 | 4,5-6,5 | 8,0-10,0 | |
| 10 | – | – | – | – | 0,2-0,5 | 0,8-1,2 | 1,5-2,2 | 2,4-4,0 | 2,8-4,2 | 5,0-7,0 | |
| 12 | – | – | – | – | – | 0,3-0,5 | 0,8-1,2 | 1,5-2,2 | 1,0-1,8 | 2,8-4,2 | |
| 14 | – | – | – | – | – | 0,3-0,4 | 0,4-0,6 | 0,6-0,8 | 0,8-1,5 | 1,0-1,8 | |
| 16 | – | – | – | – | – | – | 0,3-0,5 | 0,4-0,6 | 0,6-0,8 | 0,8-1,5 | |
| 18 | – | – | – | – | – | – | – | 0,3-0,5 | 0,4-0,6 | 0,6-0,8 | |
| 20 | – | – | – | – | – | – | – | – | 0,3-0,5 | 0,4-0,6 | |
| 25 | – | – | – | – | – | – | – | – | – | 0,3-0,5 |
Примечание: В таблице приведены справочные данные для ознакомления.
Практические значения скорости резки зависят от химического состава (марки) листового металлопроката (содержания углерода или легирующих элементов в стали, марки алюминия или меди, и сплавов на их основе), чистоты газов, воздуха и т.д.
- Расходные материалы и изделия для резки
 |
 |
| Фокусирующие и коллимационные линзы | Защитные линзы |
 |
 |
| Керамические проставки (держатели сопла) | Сопла для резки |
- Во всем мире признанные ключевые стратегические партнеры CCI Laser
![]()
![]()
![]()

![]()
![]()

![]()




