





- Устройство станка
1.1. Оптоволоконные лазерные источники RAYCUS и MAXPHOTONICS
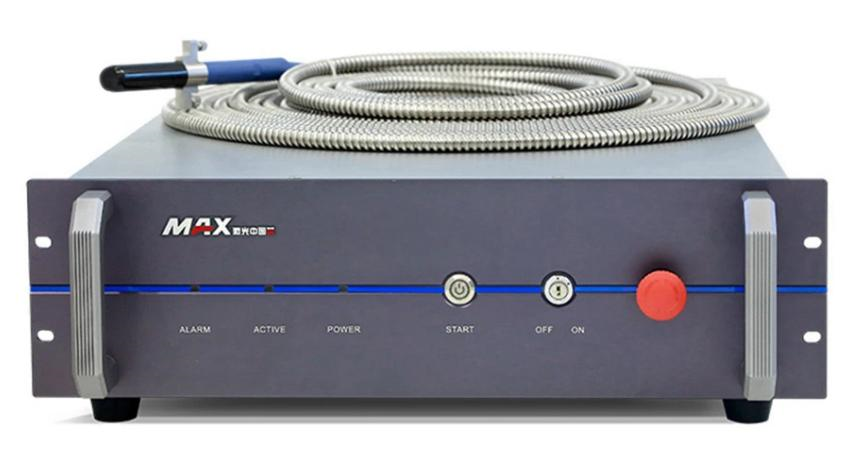
Модульная и резервируемая конструкция оптоволоконного лазерного источника отличается компактными размерами, малым весом, удобством перемещения, простотой интеграции, устойчивой работой, сверхнизким коэффициентом затухания лазерного излучения и высокой безопасностью.
– Высокий коэффициент электрооптического преобразования оптоволоконного лазера.
Эффективность преобразования превышает 30%, что обеспечивает значительную экономию электроэнергии в процессе производства, снижение эксплуатационных расходов и максимальную производительность;
– Энергосберегающее оборудование – для работы оптоволоконного лазернего источника требуется только электропитание, и для получения лазерного излучения не требуется дополнительная газообразная активная среда.
Это приводит к минимальным расходам на эксплуатацию и техническое обслуживание оптоволоконного лазерного источника, по сравнению с традиционными лазерами и минимальным затратам на расходные материалы;
– Оптоволоконные лазерные источники разрабатываются модульной и резервируемой конструкцией на основе оптоволокна (стекловолокно, легированное редкоземельными элементами) и полупроводников (диодов накачки).
В резонаторе отсутствуют оптические зеркала, следовательно время на запуск лазерного источника не требуется.
По сравнению с традиционными лазерами, это дает ряд преимуществ: отсутствие юстировки оптической системы (т.е., отсутствует настройка зеркал), отсутствие периодического и сложного технического обслуживания, а также высокая устойчивость лазерного излучения, что снижает затраты на расходные материалы и времени на техобслуживание;
– Выходная длина волны излучения оптоволоконного лазера составляет 1,06 мкм, что в 10 раз меньше длины волны CO2-лазера (углекислотный лазер (газовый лазер), с длиной волны от 9,6 до 10,6 мкм).
Качество выходного пучка хорошее, а плотность мощности высокая, что очень благоприятно для поглощения металлов. Это обеспечивает превосходные характеристики резки и сварки, снижая себестоимость обработки;
– Доставка излучения по всей системе осуществляется с помощью оптоволоконной передачи (от лазерного источника к лазерной режущей головке), которая не требует установки в конструкции станка сложной системы световодов, для передачи и направления луча, таких как зеркала (линзы).
Оптический тракт источника технически простой, конструкция работает устойчиво и надежно, а внешний оптический тракт (выходной оптоволоконный кабель) не требует технического обслуживания.
1.2. Специализированная режущая головка с автофокусом WSX или RAYTOOLS

Автоматический датчик определяет расстояние между поверхностью металлического листа и лазерной головкой, затем передает данные контроллеру привода.
В процессе резки расстояние между лазерной головкой и обрабатываемой поверхностью автоматически поддерживается постоянным с помощью сервопривода, чтобы избежать снижения точности резки из-за неровной поверхности листового металлопроката (заготовки), а также для предотвращения повреждения сопла и других конструктивных элементов головки, из-за удара о поверхность листа (заготовки).
1.3. Конструктивные особенности цельносварной станины станка


– На станке применена портальная подвижная конструкция из дюралюминиевой балки, изготовленной методом авиационного литья (под давлением).
Станина станка сварена из профильных труб, размером 100×200 мм и толщиной стенок 8-10 мм.
Преимущество такой конструкции в том, что она прочнее и жестче, а количество сварных швов меньше, чем при сварке станины из листовых деталей.
Станина проходит комплексную термическую и механическую обработку.
В соответствии со стандартом производства крупногабаритных станков, комплексная обработка проводится в следующем порядке:
а) Рельефный отжиг и вибрационное старение;
б) Предварительная (черновая) механическая обработка;
в) Окончательная (чистовая) механическая обработка.
Это значительно снижает внутренние напряжения в конструкции станины, возникающие при сварке и механической обработке.
Более того, такая цельносварная станина способна сохранять высокую прочность и жесткость, а также и точность резки листового металлопроката, что позволяет эксплуатировать станок более 20-ти лет без остаточной деформации в конструкции станины.
– Поперечная балка отлита из авиационного алюминиевого сплава, что обеспечивает высокую прочность и жесткость.
– Дополнительное оборудование: Оснащение автоматической системой сменных рабочих столов (по выбору Заказчика). Столы станка можно загружать и выгружать во время резки листов, что удобно и значительно экономит время;


– Ряд дополнительно поставляемого оборудования для высокоточной обработки различных материалов гарантирует высокий уровень точности станка (например: фрезерная головка для модификации в крупногабаритный портальный фрезерный станок и лазерный интерферометр);
– Автоматическая система заправки маслом, система удаления шлака и автоматическая аспирационная система удаления пыли и дыма обеспечивают безопасность узлов, установленных в корпусе станины станка и рабочей зоны.
1.4. Система трансмиссии




В конструкции станка используются высокоточные зубчатая реечная передача YYC и направляющие линейного перемещения HIWIN или THK.
А также, используются японского производства серводвигательная система FUJI и французский редукторный механизм замедления скорости (редукции) MOTOREDUCER, для обеспечения точности работы станка при высокоскоростном движении.
1.5. Система управления и электрические компоненты
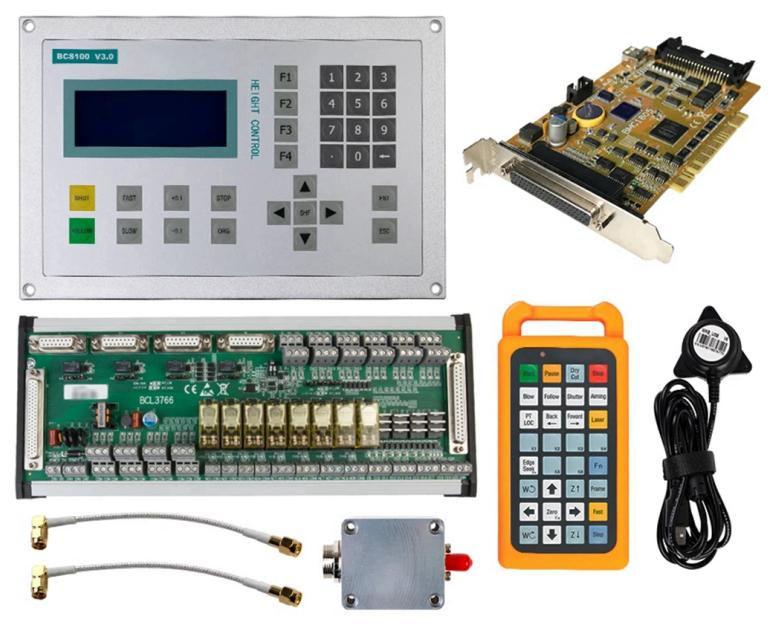
В станке используется система CYPCUT.
Система FSCUT3000S предназначена для управления резкой труб и листового металла.
Поддерживает резку стандартных труб (прямоугольных, круглых, овальных, эллипсовидных и т.д.), произвольной формы и профильного металлопроката (T/U/H/L – образной формы) с высокой точностью и эффективностью.
В электрической части станка используются электротехнические компоненты производства Schneider.
1.6. Установки водяного охлаждения S&A или HANLI


Установки водяного охлаждения марки S&A отличаются более низким энергопотреблением.
Они надежно обеспечивают безопасную работу лазерного источника и лазерной головки.
- Список основных узлов и комплектующих
| № | Узлы и комплектующие | Производители (бренды) | Страна производитель |
| 1 | Оптоволоконный лазерный источник | RAYCUS или MAXPHOTONICS | КНР |
| 2 | Лазерная режущая головка | WSX или RAYTOOLS | КНР, Швейцария |
| 3 | Станина станка | CCI | КНР |
| 4 | Реечная передача (зубчатая рейка и шестерня) | YYC | КНР |
| 5 | Направляющие линейного перемещения | HIWIN | КНР |
| 6 | Пневматические узлы | SMC | Япония |
| 7 | Электрические комплектующие | SCHNEIDER | Франция |
| 8 | Редуктор | SHIMPO или MOTORREDUCER | Япония, Франция |
| 9 | Система ЧПУ | CYPCUT | КНР |
| 10 | Серводвигатель и привод | FUJI, PANASONIC или YASKAWA | Япония |
| 11 | Установка водяного охлаждения | S&A или HANLI | КНР |
- Область применения
Данные станки оптоволоконной лазерной резки соответствуют требованиям обработки деталей большинства отраслей промышленности благодаря устойчивой точности обработки.
В настоящее время станки лазерной резки широко применяются в электронной промышленности, в производстве электротехники, механического оборудования, литиевых батарей, упаковок, солнечных панелей и светодиодов, в автомобильной промышленности и других отраслях.

Лифты |

Автозапчасти
|

Холодильники |

Тренажер |

Металлоконструкции |
Трубчатые детали
|

Абажур |

Металлическая мебель |
Станки оптоволоконной лазерной резки применяются для обработки листового металлопроката в следующих отраслях промышленности: авиационная и космическая промышленность, электроника, производство электроприборов, деталей метрополитена, автомобилестроение, производство зерноперерабатывающего оборудования, текстильного оборудования, строительной техники, производство высокоточных деталей, судостроение.



- Технические параметры
| № | Основные параметры | Значение |
| 1 | Рабочая зона резки листового металлопроката (ширина × длина) | 1500 мм × 3000 мм |
| 2000 мм × 4000 мм | ||
| 2 | Диаметр (сечение) и длина разрезаемого трубного (профильного) металлопроката | Ø 220 / 350 / 450 мм × 3000 / 6000 / 12000 мм |
| 3 | Минимальная ширина реза | ˂ 0,1 мм |
| 4 | Точность позиционирования | ±0,02 мм |
| 5 | Точность повторного позиционирования по осям X и Y | 0,02 мм/м |
| 6 | Максимальная скорость холостого перемещения | 100 м/мин |
| 7 | Максимальное ускорение | 1,5 м/с² |
| 8 | Грузоподъемность рабочего стола | 600 кг |
| 9 | Масса станка в сборе | 5000 / 6000 / 8000 кг, соответственно |
- Технические требования к рабочему месту и условиям эксплуатации
| № | Наименование | Технические данные |
| 1 | Электропитание | Источник питания: 380 В 50 Гц / 220 В 60 Гц; |
| Стабильность 3-х фазного напряжения: + 5 %; | ||
| Скорость регулировки выходного напряжения: менее 2 %. | ||
| 2 | Воздух и вспомогательные технологические газы | Сжатый воздух: очищенный и осушенный; |
| Кислород (O2): технический кислород 99,5 % или кислород высокой чистоты: 99,95 %; | ||
| Азот (N2): технический азот 99,6 % или азот повышенной чистоты 99,95 %. | ||
| 3 | Листовой и трубный (профильный) металлопрокат | Однородный по структуре и химическому составу металлопрокат¹; |
| С ровной² и чистой³ (или очищенной) поверхностью. | ||
| 4 | Подача сжатого воздуха | Безмасляный винтовой воздушный компрессор (не менее 12 кгс/см²) с водомасляным сепаратором и осушителем воздуха; |
| Емкость воздушного ресивера: 1 м³. | ||
| 5 | Вода охладителя | Деионизированная, дистиллированная или очищенная вода. |
Примечания:
- Однородный по структуре и химическому составу листовой и трубный (профильный) металлопрокат из конструкционной углеродистой или нержавеющей стали, алюминиевых сплавов, меди и ее сплавов и т.д.
- Листовой металлопрокат должен быть без деформаций, т.е. без изгибов, местных неровностей, волнистости, выпуклостей, вмятин и т.д., а также без разнотолщинности;
Трубный (профильный) металлопрокат должен быть без деформаций, т.е. без кривизны, вмятин, забоин, ужимов, трещин, пробоин и т.д., а также предельное отклонение овальности по номинальному наружному диаметру не должно превышать 3 мм.
- Поверхности листового и трубного (профильного) металлопроката должны быть без коррозии (ржавчины), окалины, антикоррозионной смазки и других загрязнений.
5.1. Основание под станок

Пол (фундамент) площадки под станок должен быть ровным и чистым, а также должен быть выполнен в соответствии с требованиями проекта фундамента (пола).
5.2. Требования к микроклимату на месте установки станка
- Требования к температуре: станок может быть установлен в цеху, где диапазон температур составляет от – 10 ºC до + 40 ºC, но для нормальной работы лазера требуется температура + 18 ºC ÷ 25 ºC.
При невозможности поддержания требуемой температуры в цеху, лазерный источник должен быть размещен в отдельном помещении, оборудованном промышленным кондиционером;
- Требование к влажности воздуха: ≤ 70 % (только для лазерного источника);
- Требования к степени запыленности воздуха: ≤ 1 мг/м³ и установке дополнительной вытяжной вентиляции (при отсутствии или недостаточной производительности вытяжной вентиляции).
5.3. Требования к рабочей зоне для установки чиллера, воздушного компрессора и осушителя воздуха
- Охладитель-осушитель и воздушный компрессор могут быть размещены на открытом воздухе, окружающая среда должна быть сухой, без пыли, защищенной от дождя и т.д.
Длина одной соединительной водопроводной трубы между охладителем и лазером не должна превышать 10 м;
- Если чиллер, воздушный компрессор и охладитель-осушитель размещены в помещении, необходимо обеспечить низкую запыленность и хорошую вентиляцию, а нагретый воздух, выходящий из охладителя, должен отводиться наружу.
5.4. Требования к режущим газам
Чистота газов, используемых для резки, должна соответствовать нижеследующим процентам чистоты.
Однако, производитель может самостоятельно выбирать чистоту газов в зависимости от фактических результатов резки (качества резки, марки стали и цветных металлов, затрат на резку и т.д.):
Технический азот 99,6 % или азот повышенной чистоты 99,95 %;
Технический кислород 99,5 % или кислород высокой чистоты: 99,95 %.
5.5. Требования к охлаждающей воде
- Необходимо использовать только деионизированную или дистиллированную воду.
При отсутствии очищенной воды, поставляемой в ёмкостях, предназначенной для охладителей, нельзя использовать непригодную воду (водопроводную, минерализованную и т.д.), иначе это сократит срок службы лазера;
- В регионах, где зимой сильные морозы, охладитель следует устанавливать в помещении с температурой выше 0 ºC
5.6. Требования к месту установки лазерного станка
- После установки и выверки станины станка, угол наклона станины не должен превышать 5°;
- Требования к окружающему пространству лазерного станка: ширина свободного пространства (прохода) вокруг лазерного станка по периметру должна быть не менее 1,5 м, а расстояние от верхней точки станка до потолка (т.е., подпотолочное пространство) должно быть не менее 1 м;
- Микроклимат (т.е., температура и влажность воздуха производственной среды) в рабочей зоне: температура воздуха должна быть на уровне + 25 ºC, с незначительными колебаниями в процессе работы ± 2 ºC.
Влажность воздуха должна быть не более 75 %, без конденсатообразования.
Рекомендация Заказчику: при затруднительности создания и поддержания необходимого микроклимата в производственном цеху, лазерный источник должен быть размещен в отдельное помещение с промышленным кондиционером;
- Требования к основанию пола (фундаменту): нагрузка на пол не менее 1500 кг, и пол должен быть ровным или выровненным, высота неровностей – не более 6 мм;
- Вблизи лазерного станка не должно быть оборудования, работающего с повышенной вибрацией (кузнечно-прессовое оборудование, долбежные станки и т.д.), то есть лазерный станок не должен устанавливаться на вибрирующее основание (пол);
- Требования к электропитанию: 380 В ± 10 %, 50 Гц, трехфазный, с заземленной нейтралью.
Выход стабилизатора напряжения 380 В ± 2 %, 50 Гц, трехфазный, с заземленной нейтралью, 50 кВА.
- Установка (монтаж), обучение, послепродажное обслуживание
6.1. Проверка качества и приемка
Приемка оборудования должна осуществляться в строгом соответствии с международными стандартами и стандартами предприятия компании SHANG CO., LTD.
Стандарты CCILASER устанавливают подробные требования к производственной среде и условиям труда, основным техническим требованиям, требованиям к охлаждению, безопасности лазерного излучения, электробезопасности, методам испытаний, техническому контролю и приемке, упаковке и транспортировке в процессе производства.
Компания SHANDONG CCI CO., LTD. прошла международную сертификацию по системе управления качеством ISO 9001 и создала систему обеспечения качества для разработки, производства и обслуживания лазерного оборудования для обработки металлопроката малой, средней и высокой мощности.
6.2. Сервис
6.2.1. Обучение и установка (монтаж)
После предварительной приемки оборудования Заказчиком (оператором), мы проведем профессиональное обучение по 2-3 технологическим процессам и техническому обслуживанию станка на производственной площади Заказчика (оператора).
Программа обучения включает:
- Общие знания по лазерной безопасности;
- Основные принципы работы лазера и устройство станка лазерной резки;
- Специальные навыки работы с лазерной резкой;
- Меры безопасности при эксплуатации станка лазерной резки;
- Ежедневное техническое обслуживание оборудования;
- Навыки настройки лазера и замены комплектующих.
Продолжительность обучения составляет около 5 дней.

6.2.2. Установка (монтаж) и пусконаладка
После поставки станка лазерной резки Заказчику (Сторона A), Поставщик (Сторона B) обязан при содействии Заказчика произвести монтаж, пусконаладку и ввод станка в эксплуатацию на площадке Заказчика, привозить необходимые специальные инструменты и пусконаладочное оборудование, а также провести повторное обучение технического персонала по эксплуатации и техническому обслуживанию Заказчика.
6.2.3. Послепродажное обслуживание
Компания CCILASER предоставляет 2-летнюю гарантию на приобретаемое Заказчиками оборудование с пожизненным техническим обслуживанием.
В течение гарантийного срока, в случае выхода оборудования из строя и повреждения деталей (за исключением человеческого фактора и форс-мажорных обстоятельств), Компания CCILASER выполнит бесплатный гарантийный ремонт, а необходимые запасные части будут предоставлены без оплаты (за исключением расходных деталей и материалов).
По истечении гарантийного срока стоимость технического обслуживания будет взиматься в соответствии с фактическими затратами на техническое обслуживание.
Компания CCILASER ежегодно несколько раз проводит выездные проверки всех Заказчиков (пользователей) и обеспечивает техническую поддержку в любое время суток.
Наша компания несет ответственность за обеспечение Заказчиков (пользователей) соответствующими запасными частями в течение длительного времени.
Время реагирования на запросы в рамках послепродажного обслуживания: 2-12 часов. После получения заявки на ремонт от Заказчика (оператора станка) инженер по послепродажному обслуживанию дает четкий ответ по устранению неисправности или прибывает на место установки оборудования в течение 24 часов.
6.3. Стандарты производства, контроля и приемки для станков оптоволоконной лазерной резки
Производство, контроль и приемка продукции компании должны соответствовать стандартам предприятия, которые относятся к следующим национальным стандартам КНР:
| GB7247 | Радиационная безопасность, классификация оборудования, требования и руководство пользователя для лазерных изделий |
| GB2421 | Основные правила испытаний на воздействие окружающей среды для электронных изделий |
| GB/TB360 | Технические характеристики (Спецификация) прибора для измерения мощности энергии лазерного излучения |
| GB/T13740 | Метод измерения угла расходимости пучка лазерного излучения |
| GB/T13741 | Метод измерения диаметра пучка лазерного излучения |
| GB/T15490 | Основные технические характеристики твердотельных лазеров |
| GB/T13862-92 | Метод измерения мощности лазерного излучения |
| GB2828-2829-87 | Периодический контроль партии за партией по методу отбора образцов по признакам и таблице отбора образцов |
6.4. Гарантия качества и меры по обеспечению поставки
6.4.1. Меры по обеспечению качества продукции
Наша компания осуществляет свою деятельность в строгом соответствии с принятой на международном уровне системой качества ISO 9001.
Для эффективного обеспечения качества продукции и предотвращения попадания некачественной продукции в последующий технологический процесс, необходимо проводить входной контроль, многоступенчатый технический контроль на всех этапах производства и приемочный контроль качества, с момента получения и складирования комплектующих, материалов и сырья до поставки готовой продукции потребителям.
За счет непрерывного контроля производственного процесса достигается цель эффективного контроля качества продукции, и вся производимая и отгружаемая продукция соответствует предъявляемым требованиям стандарта ISO 9001.



6.4.2. Меры по обеспечению поставки
Компания прошла сертификацию системы качества ISO 9001. Производство и вся деятельность осуществляются в строгом соответствии с данным стандартом.
Весь процесс, начиная с подписания договора и заканчивая доставкой продукции заказчику, находится под строгим контролем. Каждый договор контролируется до полного исполнения.
Благодаря такой системе Компания может гарантировать своевременную доставку продукции надлежащего качества и в необходимом количестве.
Упаковка и транспортировка
Упаковка со стороны Поставщика (Сторона Б) должна соответствовать стандартам транспортной упаковки для государственных железных дорог или автомобильных дорог.
Упаковка в прочные деревянные ящики предназначена для перевозки на дальние расстояния автотранспортом или поездами, является влагостойкой, защищает от коррозии и повреждений от ударов, а также небрежного обращения (при транспортировке или погрузочно-разгрузочных работах) и подходит для подъема груза целиком.



- Стоимость работ (станок оптоволоконной лазерной резки мощностью 3000 Вт)
| Наименование | Вариант 1:
Сжатый воздух |
Вариант 2: O2
Кислород |
Вариант 3: N2
Азот |
|
| Потребление энергии | Лазерный источник | 12 Kw | 12 Kw | 12 Kw |
| Водяной охладитель | 5 Kw | 5 Kw | 5 Kw | |
| Приводы с ЧПУ станка | 6 Kw | 6 Kw | 6 Kw | |
| Оборудование удаления пыли и дыма | 3 Kw | 3 Kw | 3 Kw | |
| Замена быстроизнашиваемых деталей | 0,5 долл. США в час | 0,5 долл. США в час | 0,5 долл. США в час | |
| Потребление воздуха и вспомогательных газов | 20×85%=17 кВт | 1,2 долл. США в час | 6,7 долл. США в час | |
| Суммарная мощность станка | 26 кВт | 26 кВт | 26 кВт | |
| Среднее энергопотребление (эффективность резки составляет примерно 80%) | 26 кВт ×80%=20,8 кВт | 26 кВт ×80%=20,8 кВт | 26 кВт ×80%=20,8 кВт | |
| Общая стоимость работ (из расчета стоимости за 1 кВт×ч – 0,2 долл. США | 20,8×0,2+0,5+17×0,2=8,06 долл. США | 20,8×0,2+0,5+1,2=5,86 долл. США | 20,8×0,2+0,5+6,7=11,36 долл. США | |
Примечание: Калькуляция себестоимости работ приведена в качестве примера.
- Параметры резки оптоволоконным лазером мощностью 3000 Вт
| Листовой прокат | Толщина (мм) | Скорость резки (м/мин) | Газы | Давление (МПа, кгс/см²) |
| Конструкционная сталь (углеродистая) | 1 | 7-12 | O2 | 1 |
| 2 | 5-7 | O2 | 0,5-0,8 | |
| 3 | 3,5-5 | O2 | 0,25-0,4 | |
| 4 | 3-4,2 | O2 | 0,15-0,2 | |
| 5 | 2,5-3,6 | O2 | 0,15-0,2 | |
| 6 | 2,4-3 | O2 | 0,1-0,15 | |
| 8 | 1,8-2,4 | O2 | 0,1-0,15 | |
| 10 | 1,2-1,8 | O2 | 0,1-0,15 | |
| 12 | 1-1,5 | O2 | 0,1-0,15 | |
| 16 | 0,7-0,85 | O2 | 0,1-0,15 | |
| 20 | 0,6-0,75 | O2 | 0,1-0,15 | |
| 22 | 0,5-0,75 | O2 | 0,1-0,15 | |
| 25 | 0,4-0,6 | O2 | 0,1-0,15 | |
| Нержавеющая сталь | 1 | 35-50 | N2 | Не менее 1,1 |
| 2 | 15-23 | N2 | Не менее 1,5 | |
| 3 | 7-11 | N2 | Не менее 2 | |
| 4 | 4-6 | N2 | Не менее 2 | |
| 5 | 2,5-4 | N2 | Не менее 2 | |
| 6 | 2-3,2 | N2 | Не менее 2 | |
| 8 | 1,2-1,8 | N2 | Не менее 2 | |
| 10 | 0,7-0,9 | N2 | Не менее 2 | |
| 12 | 0,3-0,4 | N2 | Не менее 2 |
Примечание: В таблице приведены справочные данные для ознакомления.
Практические значения скорости резки зависят от химического состава (марки) листового металлопроката (содержания углерода или легирующих элементов), чистоты газов, воздуха и т.д.
- Во всем мире признанные ключевые стратегические партнеры CCI Laser
![]()
![]()
![]()

![]()
![]()

![]()



