


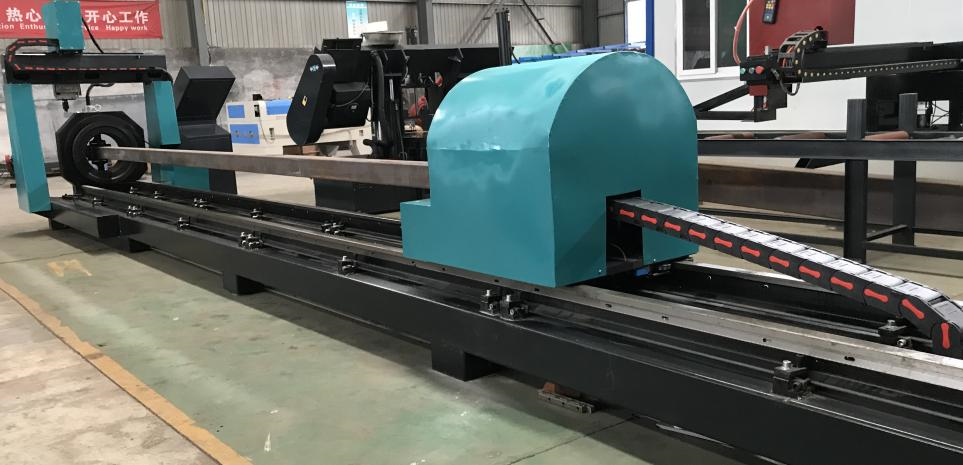
- Назначение и технологические преимущества станка
Данный станок предназначен для резки металлических труб: круглого, овального, квадратного, прямоугольного сечения, а также уголков, швеллеров двутавровых балок и т.д.
Он оснащен 21-дюймовым (т.е., диагональ 53 см) цветным ЖК-дисплеем высокого разрешения, на котором отображаются графика резки и траектория процесса резки.
Диаметр патрона 220 мм, подходит для резки металлопроката диаметром (поперечным сечением) до 220 мм.
Панель управления оснащена клавиатурой управления (для ввода параметров резки) и поддерживает передачу файлов с USB-накопителя, а также ручное редактирование программ резки.
Основными преимуществами данного станка являются:
Высокая точность резки.
Возможность установки специализированных интеллектуальных опор c cерводвигателями, предотвращающих провисание, деформацию и раскачивание трубного (профильного) металлопроката при резке.
Гарантия на станок составляет 2 года (за исключением расходных материалов и быстроизнашиваемых деталей).
Кроме того, станок поддерживает такие функции, как пауза, перемещение вперед или назад и регулировка скорости во время процесса резки.
Имеет 4 Гб памяти для хранения и свободного использования файлов.
Оснащен высокоэффективными серводвигателями, обеспечивающими высокую скорость, производительность, точность и плавность работы.
Использование прочного экранированного кабеля повышенной гибкости обеспечивает эффективную защиту от высокочастотных помех и совместимость с различными моделями оптоволоконных лазерных источников.
Лазерная режущая головка, установленная на подвижном поперечном портале, позволяет резать трубный (профильный) металлопрокат практически с нулевым необработанным остатком, минимизируя отходы (обрезки).
- Образцы получаемых изделий

- Условия эксплуатации станка
3.1. Требования к температуре воздуха в цеху (на месте установки станка), в пределах допустимого диапазона: от – 10 до + 55℃;
3.2. Влажность воздуха на рабочем месте: среднемесячный допустимый показатель влажности в пределах ≤ 80%;
3.3. Электропитание: входное напряжение системы управления 220 В ± 10% 50 Гц, лазерного источника 380 В ± 10% 50 Гц;
3.4. Вспомогательные газы для резки: кислород, азот и сжатый воздух.
- Основные технические параметры
4.1. Параметры резки стальных труб и профильного металлопроката
| Сортамент разрезаемого металлопроката | Трубный металлопрокат: круглые, овальные, квадратные, прямоугольные и т.д., а также профильный металлопрокат: уголки, швеллеры, двутавровые балки и т.д. |
| Толщина стенки труб (профилей) при резке оптоволоконным лазером | Максимальная толщина стенки труб (профилей) 12 мм.
Возможность серийной резки трубного (профильного) металлопроката толщиной стенки 10 мм из углеродистой конструкционной стали. |
| Длина разрезаемого трубного (профильного) металлопроката | 12000 мм или 6000 мм (на выбор Заказчика) |
| Диаметр (сечение) разрезаемого трубного (профильного) металлопроката | Ø 220 мм (220 мм) |
| Длина станка в сборе | 16000 мм или 9000 мм |
| Масса станка в сборе | 3000 кг |
| Точность резки | 0,5 мм |
4.2. Скорость резки (1500 Вт)
| Трубный металлопрокат | Толщина стенки (мм) | Скорость резки (м/мин) | Давление (кгс/см², МПа) | Газы | Сопло для резки |
| Сталь нержавеющая | 1 | 24-30 | 1 | N2 | 1,5 мм (Одиночное) |
| 2 | 8,6-12 | 1,4 | 1,5 мм (Одиночное) | ||
| 3 | 5,8-7 | 1,8 | 2,0 мм (Одиночное) | ||
| 4 | 1,8-2,4 | 1,8 | 3,0 мм (Одиночное) | ||
| 5 | 1,4-1,8 | 2 | 3,5 мм (Одиночное) | ||
| 6 | 0,7 | 2 | 4,0 мм (Одиночное) | ||
| Сталь конструкционная (углеродистая) | 1 | 12,8-15 | 1 | O2 | 1,2 мм (Двойное) |
| 2 | 6,2-7 | 1 | 1,2 мм (Двойное) | ||
| 3 | 3,6-4,2 | 0,12 | 1,2 мм (Двойное) | ||
| 4 | 3-3,3 | 0,12 | 1,2 мм (Двойное) | ||
| 5 | 2,1-2,5 | 0,12 | 1,2 мм (Двойное) | ||
| 6 | 1,8-2,1 | 0,14 | 1,5 мм (Двойное) | ||
| 8 | 1,2-1,8 | 0,14 | 2,0 мм (Двойное) | ||
| 10 | 1-1,2 | 0,16 | 2,5 мм (Двойное) | ||
| 12 | 0,8 | 0,18 | 3,0 мм (Двойное) | ||
| 14 | 0,6 | 0,2 | 3,5 мм (Двойное) |
Примечание: В таблице приведены справочные данные для ознакомления.
В зависимости от различных удельных плотностей марок конструкционных углеродистых и нержавеющих сталей трубного (профильного) металлопроката (т.е. от химического состава: содержания углерода или легирующих элементов), скорость резки будет незначительно отличаться.
4.3. Точность обработки (резки)
| Точность позиционирования лазерной головки (режущего сопла) | ≤ ± 0,03 мм |
| Точность повторного позиционирования лазерной головки (режущего сопла) | ≤ ± 0,03 мм |
| Точность позиционирования для снятия фаски или наклонной резки под углом (при оснащении станка лазерной поворотной режущей головкой для резки под углом до 45 градусов) | ± 0,05° |
- Стандартная комплектация станка лазерной резки труб
| № | Наименование | Спецификация | Производитель |
| 1 | Электрический шкаф управления | CCI-ECC | CCILASER |
| 2 | Лазерный источник | 1500 Вт | MAXPHOTONICS |
| 3 | Система ЧПУ для резки труб | CCI-PCS | CCILASER |
| 4 | Длина несущей станины | 14 м или 9 м | CCILASER |
| 5 | Серводвигатель и привод | 1,0 кВт | Servo Motor |
| 6 | Серводвигатели переднего и заднего патронов | 1,0 кВт | Servo Motor |
| 7 | Толщина направляющих рельсов | 6 мм – 8 мм | CCILASER |
| 8 | Двигатель оси X-Z | 400 Вт | Servo Motor |
| 9 | Двигатель оси Y | 1000 Вт | Servo Motor |
| 10 | Редуктор (коэффициент редукции) | 40:1 | Planetary |
| 11 | Диаметр (диагональ зажима) поворотного патрона | Ø 220 мм (220 мм) | CCILASER |
| 12 | Передний патрон (двойного действия: ручного и автоматического) | Ручная и автоматическая регулировка под диаметры разрезаемых труб | CCILASER |
| 13 | Задний патрон | Пневматическая автоматическая регулировка под диаметры разрезаемых труб | CCILASER |
| 14 | Узел управления режущей головкой | 1 шт. | CCILASER |
| 15 | Портал режущей головки | 1 шт. | CCILASER |
| 16 | Набор рельсовых направляющих путей | 14 шт. | CCILASER |
| 17 | Платформа приема трубного (профильного) металлопроката | 1 шт. | CCILASER |
| 18 | Видеоурок от станкостроительного завода | 1 шт. | CCILASER |
| 19 | Промежуточные интеллектуальные опоры | 3 шт. | CCILASER |
| 20 | Электрический автоматический выключатель | 4 шт. | SCHNEIDER |
- Устройство и конструктивные особенности станка
6.1. Патроны
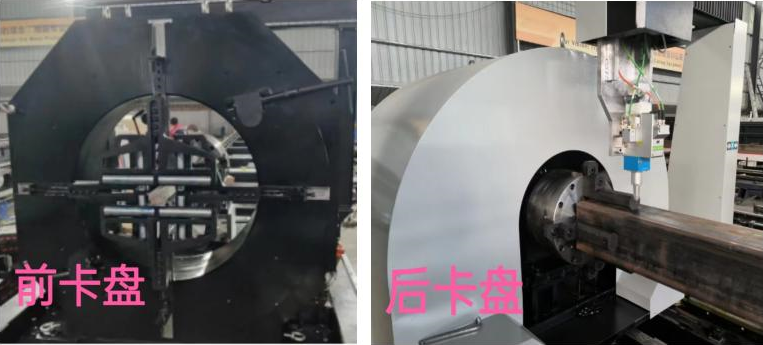
Левый патрон является передним, а правый – задним.
Данные зажимные патроны имеют диаметр 220 мм и оснащены функцией автоматического центрирования.
Передний патрон управляется вручную и автоматически, а задний – автоматически с пневматическим приводом.
Зажимные патроны с обеих сторон автоматически центрируют трубу при ее фиксации.
В случае, если сечение (размеры и форма) трубного (профильного) металлопроката, поставляемого для резки, имеет некоторые отклонения и не соответствует государственным стандартам, патроны с двойной регулировкой, включая обычную ручную регулировку, позволяют лучше центрировать и фиксировать трубный (профильный) металлопрокат ручным механическим способом и обеспечивают высокую точность резки.
6.2. Промежуточная интеллектуальная опора для заготовок
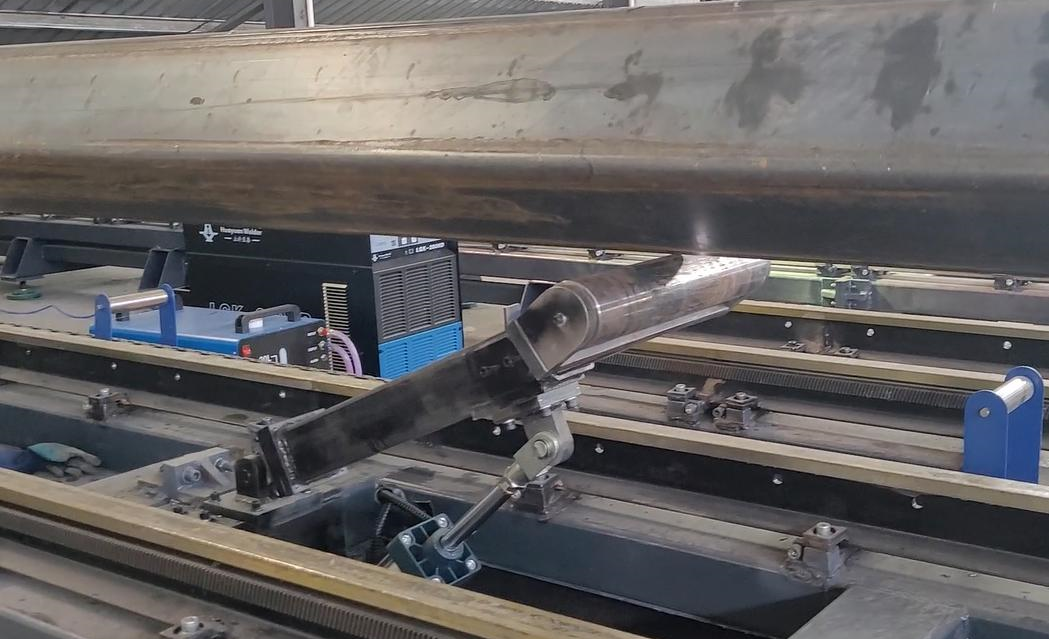
Данная конструкция, во-первых, является дополнительной промежуточной опорой между патронами (центрами) станка и позволяет удерживать заготовку (трубный или профильный металлопрокат) строго в горизонтальном положении без прогиба.
Во-вторых, при резке заготовок длиной от 6 м до 12 м, если интеллектуальные опоры не обеспечивают поддержку заготовок в средней части и их свободное вращение вокруг своей оси, то возникает риск провисания заготовок в процессе резки, что может привести к снижению точности резки.
Установка центральной интеллектуальной опоры позволяет избежать этой проблемы, так как, она оснащена датчиками и сервоприводами, которые автоматически регулируют положение заготовок в процессе резки.
6.3. Основные линейные рельсовые направляющие
На данном станке используются рельсовые направляющие промышленного назначения (рельсовые пути) для больших нагрузок, которые устойчивы к деформации даже при длительной резке тяжелых заготовок (толстостенных труб большого диаметра и профильного металлопроката).
6.4. Зубчатая рейка: VASTUN из Германии

На станке для обеспечения высокой точности резки применяются импортные немецкие зубчатые рейки VASTUN.
6.5. Фиксаторы

При резке различных типов профилей могут использоваться специальные фиксаторы для разных форм и размеров трубного (профильного) металлопроката. Это позволяет надежно фиксировать заготовку во время резки, что обеспечивает высокую точность и безопасность работы.
- Система управления станка
7.1. Основные характеристики ЧПУ
– Замена и подключение платы системы управления не требует специальных навыков, что обеспечивает бесперебойную и надежную работу станка (то есть, если плата выйдет из строя, оператор станка может легко заменить ее самостоятельно).
– Поддержка режима ручного управления с пульта повышает функциональность станка и позволяет повысить производительность станка за счет возможности быстрого изменения параметров резки.
– Возможность установки скорости резки как с помощью специально созданного графического файла (разработанного чертежа детали), так и с помощью системы управления.
– Настройка скорости резки из созданного файла поддерживает линейную скорость (то есть, резка по прямой вдоль одной оси X или вдоль одной оси Y при вращении заготовки) и комбинированную скорость (то есть, резка при вращении заготовки, по диагонали, кругу, эллиптической или другой сложной кривой траектории относительно осям X и Y, включая резку под углом до 45 градусов), что обеспечивает высокую точность и качество резки.
– Графический интерфейс отображает максимальный размер графики резки заготовки в фиксированном положении, что интуитивно понятно и удобно для работы.
– Масштабирование графики, позволяет при производственной необходимости увеличить или уменьшить изображение (то есть, чертежа детали) для более удобной работы оператора станка.
– Использование концевого выключателя в качестве датчика возврата в «ноль» является простым и удобным технологическим решением, обеспечивающим точное позиционирование заготовки.
– Простое начальное позиционирование резки, без учета поворотной оси, упрощает работу оператора.
– Возможность движения вперед или назад, смещения в стороны и возврата в процессе резки обеспечивает регулируемость и удобство работы.
– Функции резервного копирования параметров и восстановления параметров позволяют сохранить настройки станка и быстро восстановить их в случае необходимости.
– Дополнительная функция начала резки с отверстий обеспечивает удобство и высокую скорость работы, особенно при резке сложных контуров.
7.2. Рабочие параметры системы
Точность контроля и регулирования системы управления: до ± 0,001 мм;
Максимальная рабочая скорость: 25000 мм/мин.
7.3. Потребление электроэнергии
| Наименование | Потребляемая мощность (кВт) | Итого |
| Лазерный источник | 1,5 | 13 кВт/ч |
| Станок (серводвигатели, ЧПУ и т.д.) | 10 | |
| Установка водяного охлаждения | 1,5 |
- Требования к производственной площади Заказчика для установки станка (Заказчик обязан подготовить до прибытия оборудования)
| № | Содержание |
| 1 | Устройство бетонного фундамента (основания) на участке установки станка, толщиной не менее 150 мм. |
| 2 | Мощность электропитания: не менее 45 кВА. |
| 3 | Требования к источнику питания:
1). 380 В ± 5% / 50 Гц, 220 В ± 5% / 50 Гц; 2). Стабильность трехфазного напряжения: отклонение не более ± 5%; 3). Неравномерность (перекос) трехфазной сети: не более 2,5%. 4). Если электросеть не соответствует указанным требованиям, рекомендуется использовать источник бесперебойного питания (ИБП).
Примечание: Питающая сеть не должна иметь скачков напряжения или перебоев в электроснабжении, во избежание повреждения оборудования, системы ЧПУ и лазерного источника. Необходимо обеспечить надежное заземление (сопротивление заземления не более 10 Ом). |
| 4 | Требования к подаче сжатого воздуха:
Давление подачи сжатого воздуха: 16 кгс/см² (1,6 МПа); Температура точки росы не выше 5°C: содержание масла ≤ 0,003 ppm (т.е., не более 30 частей на миллион), фракции твердых частиц ≤ 0,01 мкм. |
| 5 | Рабочие газы лазерного станка (или вспомогательные газы для резки): сжатый воздух, кислород и азот. |
| 6 | Поверхности разрезаемых труб должны быть: гладкими (без наружного грата на продольном шве, пузырей-вздутий, окалины, дефектов сварочных работ: брызг и застывших шариков металла), ровными (без кривизны, а также без значительных вмятин, забоин, задир, трещин, пробоин и т.д.), равномерно прокатанными (без значительных разнотолщинности, закатов и т.д.), предельное отклонение овальности по номинальному наружному диаметру не должно превышать 3 мм, а также трубный и профильный металлопрокат должны соответствовать стандартам ГОСТ и ISO. |
| 7 | Требования к фундаменту на месте установки: сейсмостойкость не менее 6 баллов.
Примечание: Рекомендация Заказчику: если Ваше производственное предприятие находится в сейсмоопасном регионе, то при устройстве (заливке) фундамента станка, целесообразно предусмотреть сейсмическую изоляцию от подземных толчков во время землетрясений. |
| 8 | Требования к микроклимату на месте установки станка с ЧПУ:
Температура: от – 10 до + 55℃ (для нормальной работы лазернего источника требуется поместить его в отдельное помещение с температурой + 18ºC ÷ 25ºC); Влажность: не более 80%, без образования конденсата. |
| 9 | Требования к охлаждающей жидкости (воде) для установки водяного охлаждения: Заказчик должен соблюдать требования к охлаждающей жидкости для установок водяного охлаждения, рекомендованные Поставщиком.
Примечание: Использование неподходящей охлаждающей жидкости (воды) может привести к замерзанию воды в охлаждающем контуре установки водяного охлаждения и преждевременному повреждению оборудования. В данном случае Поставщик не несет гарантийных обязательств. |
| 10 | Операторы станка должны иметь уровень образования не ниже среднего профессионального или среднего специального (профтехлицей или колледж) и опыт работы с компьютерами и некоторыми типами станков с ЧПУ.
Станок должен быть оснащен компьютером для программирования. |
- Требования и технический контроль при приемке станка в эксплуатацию:
– Фундамент должен соответствовать основным требованиям установки станка в производственном помещении;
– Вблизи лазерного станка не должно быть источников повышенной вибрации;
– Все сварочные швы конструкции станка должны быть без дефектов, таких как трещины, поры, шлаковые включения и т.д.;
– Резьбовые (разъемные) соединения всех движущихся и вращающихся узлов станка должны быть плотно затянуты и застопорены, а также все узлы станка, приводимые в движение сервоприводом, должны перемещаться (вращаться) при всех скоростях плавно, без вибраций (биений), скачков, резких толчков и остановов, реверсирование должно происходить без рывков, ударов и т.д.;
– Все разъемы и компоненты внутри электрического шкафа управления не должны быть ослаблеными;
– Необходимо проверить чувствительность и надежность работы всех защитных устройств;
– Проверить герметичность всех газовых трубопроводов (методом проверки мыльным раствором);
– Заземление станка должно быть надежным.
- Информация о поставке станка и сопутствующих услугах
Поставщик предоставляет:
- Необходимые технические документы (включая руководство по программированию);
- Комплект руководств по эксплуатации;
- Комплект инструкций по технике безопасности (при эксплуатации станка).
10.1. Обучение
Метод обучения: удаленное обучение или обучение на месте установки станка (стажировка).
10.2. Техническое обслуживание
– После проверки и приемки станка Заказчиком в эксплуатацию, Поставщик предоставляет обязательную гарантию на станок сроком 24 месяца, за исключением случаев повреждения станка со стороны Заказчика (оператором станка или третьими лицами), и обеспечивает пожизненное сервисное обслуживание;
– В течение гарантийного срока, в случаях повреждения станка со стороны Заказчика, Поставщик предоставляет Заказчику запасные части и услуги по льготным ценам;
– Точность лазера сохраняется в течение примерно 3-5 лет эксплуатации;
По истечении 3-5 лет эксплуатации станка, Заказчику необходимо уведомить Поставщика о необходимости проведения технического обслуживания на месте установки станка;
Поставщик обязуется направить технический персонал для калибровки лазернего источника с целью восстановления его устойчивости. Расходы на командировку персонала обязуется возмещать Заказчик.
- Демонстрация фотографий станков, поставленных нашим самым известным Заказчикам в мире

SHANXI Heavy Industry Group
«Шаньдунская группа тяжёлой промышленности» – Китайская государственная холдинговая компания по производству строительной техники, грузовых автомобилей, автобусов и двигателей. Штаб-квартира расположена в городе Цзинань, административном центре провинции Шаньдун.

SINOTRUCK GROUP
«Китайская национальная группа тяжелых грузовиков» – Китайский государственный производитель грузовых автомобилей. Штаб-квартира расположена в городе Цзинань, административном центре провинции Шаньдун.

CHINA STATE CONSTRUCTION
«China State Construction Engineering Corporation» – крупнейшая строительная компания Китая и один из крупнейших строительных подрядчиков в мире (входит в число двадцати крупнейших компаний), штаб-квартира расположена в Пекине.

XCMG GROUP
XCMG (Xuzhou Construction Machinery Group) – Китайская международная государственная компания, образованная в 1989 году, специализируется на производстве спецтехники. Штаб-квартира находится в г. Сюйчжоу провинции Цзянсу.
VOLKSWAGEN GROUP
«Volkswagen Group China» – подразделение немецкого автомобильного концерна Volkswagen Group в КНР, штаб-квартира расположена в Пекине.

FAW GROUP
«Автомобильный завод № 1» – Китайская государственная автомобилестроительная компания. Крупнейшая компания мира и самая старейшая автомобилестроительная компания КНР, основанная в 1953 году (при содействии СССР, в том числе Казахской ССР) в г. Чанчуне, административном центре провинции Гирин (Цзилинь).

PANGANG (ANSTEEL) GROUP Company Limited.
Китайская сталелитейная группа, один из крупнейших в мире производителей стали, ванадия, титана и других металлов (3-е место в мире). Штаб-квартира расположена в г. Аньшань провинции Ляонин. Металлургические комбинаты расположены в городах Аньшань, Инкоу и Чаоян провинции Ляонин и в г. Паньчжихуа провинции Сычуань.
Наши известные Заказчики



