







- Machine Configuration
1.1. RAYCUS/IPG Optical fiber generator


Laser generator is modular and redundant design. It has many advantages: small size, lightweight, easy to move, easy to integrate, stable performance, ultra-low energy attenuation rate, high security.
– The fiber-optic laser has high electro-optical conversion efficiency. Its conversion efficiency is more than 30%, which can greatly save power consumption during operation, save operating cost and achieve the highest production efficiency.
– The laser only requires electrical energy when operating while it does not require additional gas for laser generation. It is with minimal operating and maintenance costs.
– The fiber laser adopts the modular and redundant design of the semiconductor. There is no optical lens in the cavity. The startup time is not required.
Comparing with traditional lasers, it has many advantages. Such as no adjustment, maintenance-free and high stability which reduce the cost of accessories and maintenance time.
– The output wavelength of the fiber laser is 1.06 micron, which is 1/10 of the CO2 wavelength. The output beam quality is good and the power density is high, which is very beneficial to the absorption of metal materials. It has excellent cutting and welding capabilities, which can lead to processing lowest cost.
– The whole machine optical routing fiber transmission does not require complicated light guiding system such as lens. The optical path is simple, the structure is stable and the external optical path is maintenance-free.
1.2. Special Auto Focus Cutting Head

RAYTOOLS fiber optic auto focus cutting head and automatic follow-up system can automatically adjust the optimal focal length.
Its perforation speed is several times of traditional cutting head.
The automatic follow-up system can avoid the focal length changing problem when material is uneven.
– Optimized optical configuration and smooth & efficient airflow design;
– Automatic focusing range + 10 ~ – 12 mm, adjustment accuracy can reach 0.05 mm;
– Adopt drawer type mirror holder which make the protection lens replacement fast and simple;
– Collimation and focus can be used composite film which can get first rate optical quality and cutting effects.
1.3. Machine Lathe System


– Adopt the movable gantry structure and aviation casting beam.
Machine body is welded by the square tube. The advantage of this body is that it is stronger and welding area is less than the welded by plate. It passes holistic processing.
According to the standard of large machine, the processing procedure as follows:
- relief annealing / vibration aging treatment;
- rough machining;
- fine machining.
It eliminates the stress of welding and machining greatly.
Besides, it can maintain high strength and high precision, which can be kept for the machine more than 20 years without normal deformation.
– The crossbeam is casting by aluminum, which is better stability.
– Option: Automatic exchange worktable (if need). The equipment can be loaded and unloaded while processing, which is convenient and time-saving.


– Series of precision machining equipment (such as large gantry milling and laser interferometer) guarantee the precision level.
– The automatic oil filling system, deslagging and automatic dust removal systems ensure the safety of the machine bed and the working environment.
1.4. Transmission System




This machine adopts YYC rack and pinion precision transmission and HIWIN/THK high-precision guide rail.
Besides, it adopts Japan YASKAWA/PANASONIC servo system and France MOTOREDUCER deceleration system to ensure the machine accuracy under high-speed motion.
1.5. Control System & Electric Parts
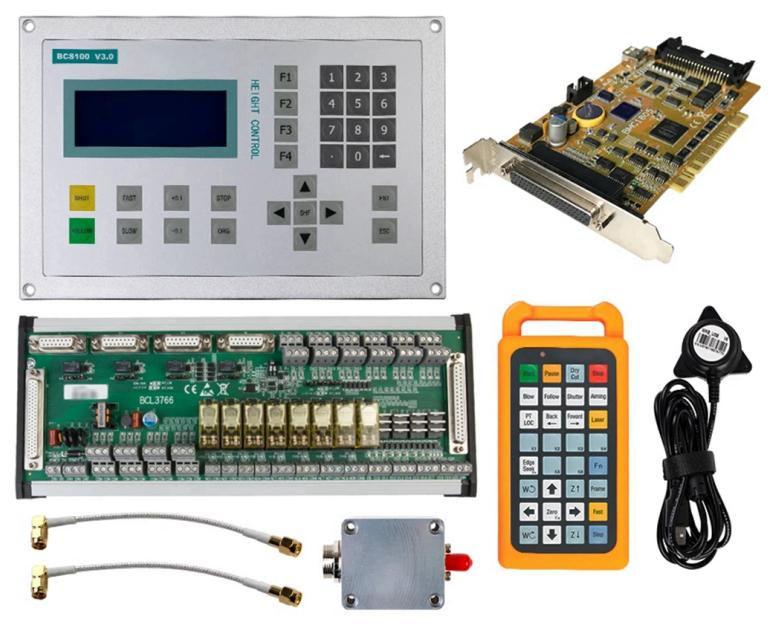
This machine adopts CYPCUT system.
FSCUT3000S system is designed for tube cutting control, support standard tube (rectangle, circle, oval, ellipse etc.), free form, and steel channels (T/U/H/L shape) production of high precision and efficiency.
About electric parts, we are using the Schneider brand.
1.6. S&A/HANLI Water Chilling Unit


The S&A/HANLI brand water chilling unit is lower energy consumption.
It can keep the safety of laser source and laser head well.
- 2. Main Spare Parts List
| No. | Spare Parts Name | Name Brand | Origin |
| 1 | Fiber Laser | RAYCUS/IPG | CN/GER |
| 2 | Laser Cutting Head | RAYTOOLS | CH |
| 3 | Lathe Bed | CCI | CN |
| 4 | Gear & Rack | YYC | CN |
| 5 | Lead Rail | HIWIN | CN |
| 6 | Pneumatic Parts | SMC | JP |
| 7 | Electric Parts | SCHNEIDER | FR |
| 8 | Reducer | SHIMPO/MOTORREDUCER | JP/FR |
| 9 | CNC System | CYPCUT | CN |
| 10 | Servo Motor & Driver | YASKAWA/PANASONIC | JP |
| 11 | Water Chilling Unit | S&A/HANLI | CN |
- Application
Fiber Laser Cutting Machine meets the parts processing requirements of most industries, working accuracy is stable.
At present, laser cutting machines have been widely used in electronics, electrical, mechanical hardware, new energy lithium, packaging, solar, LED, automotive and other industries.

Elevator |

Auto Parts
|

Refrigerator |

Fitness Equipment |

Metal Architecture |
Tubular Parts
|

Lampshade |

Metal Furniture |
The fiber laser cutting machine is used in sheet metal processing, aviation, aerospace, electronics, electrical appliances, subway parts, automobiles, grain machinery, textile machinery, engineering machinery, precision parts, ships.
- Technical Parameters
| No. | Technology Parameters Name | Technology Parameters |
| 1 | Metal Sheet Cutting Scope | 3050 mm × 1530 mm |
| 2 | Metal Tube Cutting Scope | Ø 220/350 mm × 6000/12000 mm |
| 3 | Minimum Line Width | ˂ 0.1 mm |
| 4 | Location Accuracy | ± 0.02 mm |
| 5 | X/Y Axis Repeated Location Accuracy | 0.02 mm/m |
| 6 | Maximum Speed | 120 m/min |
| 7 | Maximum accelerated Velocity | 1.5 G |
| 8 | Worktable Loading Weight | 1200 kg |
| 9 | Machine Weight | 8500 kg |
- Working Condition Requirement
| No. | Item | Details |
| 1 | Electric | Power Supply: 380 V 50 Hz / 220 V 60 Hz; |
| The stability of 3 phase voltage: + 5 %; | ||
| Output voltage adjusting rate: less 2 %. | ||
| 2 | Assisted Air | Compressed air: Purification and dry; |
| O2: High purity; | ||
| N2: Purity no less than 99.9 %. | ||
| 3 | Metal Sheet | Homogeneous material; |
| Neat & clean surface. | ||
| 4 | Compressed Air | Screw compressor (more than 12 kg) with oil water separator and dryer; |
| Air storage tank Capacity: 1 m³. | ||
| 5 | Water | Purified water. |
5.1. Installation Ground Requirements

The ground shall be flat and clean, and the foundation shall be made according to the requirements on the foundation drawing.
5.2. Machine installation site environmental requirements
- 1. Temperature requirements: the machine tool can be placed in an environment of – 10 ℃~ + 40 ℃. The laser must be placed in an environment of + 18 ℃ ~ 25 ℃.
If it cannot be reached, it must be in a separate room and equipped with air conditioner;
- Humidity requirement: ≤ 70 % (laser only);
- 3. Requirements for dust degree: ≤ 1 mg/m³, and additional exhaust fan.
5.3. Environmental requirements for installation of chiller, air compressor and freeze dryer
- 1. The chiller dryer and air compressor can be placed outdoors, and the surrounding environment must be dry, dust-free, rainproof, etc. The single connecting water pipe between the chiller and the laser cannot exceed 10 m;
- 2. If the chiller, air compressor and freeze dryer are placed indoors, it must be ensured that there is less dust and good ventilation, and the hot air generated by the chiller must be discharged outdoors.
5.4. Cutting gas requirements
The purity of the gas used for cutting is based on the following gas purity, and the customer иcan select the gas purity according to the actual cutting effect:
Nitrogen: 99.9 % (ordinary nitrogen or liquid nitrogen);
Ordinary oxygen: 99.5 %, pure oxygen 99.95 %.
5.5. Cooling water requirements
- 1. Deionized water or distilled water must be used. If it cannot be replaced by barreled pure water, mineral water cannot be used, otherwise the service life of the laser will be affected;
- 2. In winter frozen areas, the chiller must be placed in an environment above 0 ℃.
5.6. Laser installation requirements
- 1. When the laser is installed and hoisted, the tilt angle of the laser is less than 5°;
- 2. Requirements for the surrounding space of the laser: the space around the laser shall be at least 1.5 meters, and the space from the top to the roof can be 1 meter;
- 3. Working environment temperature and humidity: the working environment temperature is + 25 ℃ ± 2 ℃, and the temperature fluctuation is small; The ambient humidity is less than 75 %, and condensation will not occur.
Suggestion: If the customer’s environment is poor, the laser must be in a separate room with air conditioner;
- 4. Floor foundation requirements: floor load: the floor load is greater than 1500 kg, the floor must be flat and leveled, and the unevenness is less than 6 mm;
- 5. There shall be no equipment with excessive vibration around the laser, that is, the laser shall not be installed on the vibrating ground;
- 6. Power supply requirements: 380 ± 10 %, 50 Hz, three-phase, neutral to ground.
Voltage regulator output 380 ± 2 %, 50 Hz, three-phase, neutral to ground, 50 kVA.
- Installation, training, after-sales
6.1. Quality and inspection acceptance
The acceptance shall be carried out in strict accordance with the international standards and the corporate standards of SHANG CO., LTD.
CCILASER standard has formulated detailed standards for working environment and working conditions, basic technical requirements, cooling requirements, laser radiation safety, electrical safety, test methods, inspection and acceptance, packaging and transportation in the production process.
SHANDONG CCI CO., LTD. has passed the ISO 9001 international quality management system certification and formed a quality assurance system for the design, production and service of large, medium and small power laser processing equipment.
6.2. Service
6.2.1. Training and installation
After the pre acceptance of the equipment by end user, we will provide professional training to 2-3 technical operation and maintenance at end user address.
Training contents include:
- General knowledge of laser safety protection;
- Basic principle of laser and structure of laser cutting machine;
- Operation skills of special laser cutting;
- Equipment operation and precautions;
- Equipment daily maintenance;
- Laser adjustment and spare parts replacement.
Skills training time is about 5 days.

6.2.2. Installation and debugging:
After the equipment is transported to Party A, Party B shall, with the assistance of Party A, be responsible for the installation, commissioning and delivery of the equipment at Party A’s site, bring necessary special tools and commissioning appliances, and train the operation and maintenance personnel of the Demander again.
6.2.3. After-sales service
CCILASER has a 2-year warranty on the products purchased by users, with lifelong maintenance.
During the warranty period, if the equipment fails and the parts are damaged (except for human factors and force majeure factors), our company is responsible for free repair, and the replacement parts needed are provided by our company free of charge (except for consumable parts).
After the warranty period, the cost of maintenance shall be charged according to the actual maintenance cost.
CCILASER pays several return visits to all users every year and provides technical support services at any time. Our company is responsible for providing relevant spare parts to users for a long time.
After sales service response time: 2-12 hours. After receiving the user’s repair call, the after- sales engineer has a clear reply or arrives at the equipment site within 24 hours.
6.3. Fiber Laser Cutting Machine manufacturing, inspection and acceptance standards
The company’s manufacturing, inspection and acceptance of products shall comply with the enterprise standards, which refer to the following national standards:
| GB7247 | Radiation Safety, Equipment Classification, Requirements and User Guide for Laser Products |
| GB2421 | Basic Environmental Test Regulations for Electronic Products |
| GB/TB360 | Laser power energy test instrument specification |
| GB/T13740 | Laser radiation divergence angle test method |
| GB/T13741 | Laser radiation beam diameter test method |
| GB/T15490 | General Specification for Solid State Lasers |
| GB/T13862-92 | Laser radiation power test method |
| GB2828-2829-87 | Batch-by-batch periodic inspection by attributes sampling procedure and sampling table |
6.4 Quality assurance and delivery measures
6.4.1. Quality assurance measures
Our company manages in strict accordance with the internationally accepted ISO 9001 quality system.
In order to effectively ensure product quality and prevent unqualified products from flowing into the next process, incoming inspection, process inspection and final inspection shall be carried out from the initial warehousing of raw materials to the delivery.
Through effective control of the production process, the purpose of effective control of product quality is achieved, and all outgoing products are qualified.



6.4.2. Measures to ensure delivery
CCI Group has passed the ISO 9001 quality system certification. Its production and operation are carried out in strict accordance with the ISO 9001 quality system.
The whole process from signing a contract to delivering it to customers is strictly controlled. All contracts must be reviewed.
Therefore, the system can ensure that suppliers deliver products on time, with quality and quantity guaranteed.
Packaging and transportation: Party B’s packaging shall conform to the transportation packaging standards of domestic railways or highways.
Packed in solid wooden cases, it is suitable for long-distance bus transportation or train transportation, moisture-proof, rust proof, shockproof and rough handling, and is suitable for overall hoisting.



- 3000w Fiber Laser Cutting Parameters
| Material | Thickness (mm) | Speed (m/min) | Air | Air Pressure (MPa) |
| Carbon Steel | 1 | 7-12 | O2 | 1 |
| 2 | 5-7 | O2 | 0.5-0.8 | |
| 3 | 3.5-5 | O2 | 0.25-0.4 | |
| 4 | 3-4.2 | O2 | 0.15-0.2 | |
| 5 | 2.5-3.6 | O2 | 0.15-0.2 | |
| 6 | 2.4-3 | O2 | 0.1-0.15 | |
| 8 | 1.8-2.4 | O2 | 0.1-0.15 | |
| 10 | 1.2-1.8 | O2 | 0.1-0.15 | |
| 12 | 1-1.5 | O2 | 0.1-0.15 | |
| 16 | 0.7-0.85 | O2 | 0.1-0.15 | |
| 20 | 0.6-0.75 | O2 | 0.1-0.15 | |
| 22 | 0.5-0.75 | O2 | 0.1-0.15 | |
| 25 | 0.4-0.6 | O2 | 0.1-0.15 | |
| Stainless Steel | 1 | 35-50 | N2 | More than 1.1 |
| 2 | 15-23 | N2 | More than 1.5 | |
| 3 | 7-11 | N2 | More than 2 | |
| 4 | 4-6 | N2 | More than 2 | |
| 5 | 2.5-4 | N2 | More than 2 | |
| 6 | 2-3.2 | N2 | More than 2 | |
| 8 | 1.2-1.8 | N2 | More than 2 | |
| 10 | 0.7-0.9 | N2 | More than 2 | |
| 12 | 0.3-0.4 | N2 | More than 2 |
Note: The chart is for client reference. The actual condition is according to the metal sheet, air and etc.
- Cutting consumables
 |
 |
| Focusing lens/Collimation lens | Protective Windows |
 |
 |
| Ceramic Holder | Cutting Nozzle |
- Global Core Strategic Partners of CCI Laser
![]()
![]()
![]()

![]()
![]()

![]()




